
Page 256 - Fitter- 1st Year TP - Kannada
P. 256
ತ್ೀರಿಸಲ್ಗುವುದು. ಕಳಪ್ ಗುಣ್ಮಟ್ಟಿ ದ ಫಲ್ತಾಿಂಶವು ಸಾಮಾನಯಾ
ಕತ್್ತ ರಿಸಿದ ಭ್ಗವು ಅಳತೆಗೆ ನಖರವಾಗಿದೆ. (ಚ್ತ್್ರ 13) ದೊೀಷವಾಗಿದೆ. ಇದು ಹೆಚ್ಚಿ ನ ವೇಗದಿಿಂದ ಅಥವಾ ತ್ಿಂಬ್
ಕಡಿಮ್ ಪೂವ್ವಭ್ವಿ ಜ್ವಾ ಲೆಯಿಿಂದ ಉಿಂಟ್ಗುತ್್ತ ದೆ.
(ಚ್ತ್್ರ 14)
ಆಕ್ಸ್ -ಅಸಿಟಿಲ್ೋನ್ ಯಂತ್್ರ ದಿಿಂದ ಕ್ತ್ತು ರಿಸುವುದು (ನೇರ, ಬೆವೆಲ್, ವೃತ್ತು ಮತ್ತು
ಪ್್ರ ಫೈಲ್) (TASK 2). (Oxy-acetylene machine cutting (straight, bevel, circle
and profile) (TASK 2)
ಉದ್್ದ ೋಶಗಳು: ಈ ಅಭ್ಯಾ ಸದ ಕೊನೆಯಲ್ಲಿ ನೀವು ಸಾಧ್ಯಾ ವಾಗುತ್್ತ ದೆ
• ಪ್ೋಟ್ಯಬಲ್ ಕ್ತ್ತು ರಿಸುವ ಯಂತ್್ರ ದ ಜೋಡಣೆ
• ಅನಿಲ್ ಒತ್ತು ಡವನುನು ನಳಿಕ್(nozzle)ಯ ಗಾತ್್ರ ಕ್ಕೆ ಹೊಿಂದಿಸಿ
• ಪ್ೋಟ್ಯಬಲ್ ಕ್ತ್ತು ರಿಸುವ ಯಂತ್್ರ ದ ಮೂಲ್ಕ್ ಪ್್ರ ಫೈಲ್ಗಾ ಳನುನು ಕ್ತ್ತು ರಿಸಿ.
ಯಂತ್್ರ ದ ಜೊೀಡಣ್, ಟೆಿಂಪ್ಲಿ ೀಟ್ಗ ಳು ಅಥವಾ ಪುನರ್ ಉತ್್ಪ ರ್್ತ 10mm ದಪ್್ಪ ದ ಪ್ಲಿ ೀಟ್್ಗ ಗಿ ಕತ್್ತ ರಿಸುವ ನಳಿಕ್(nozzle)ಯ
ವಯಾ ವಸೆ್ಥ ಗಳ ಬ್ಳಕ್, job ನ ಸಾ್ಥ ನ, ವೇಗ ಶ್್ರ ೀಣಿ(speed range) 1.2mm ಗಾತ್್ರ ವನ್ನು ಆಯ್ಕೆ ಮಾಡಿ. ಅಸಿಟಿಲ್ೀನೆ್ಗ 0.15kgf/
ಮತ್್ತ ಕತ್್ತ ರಿಸುವ ನಳಿಕ್(nozzle)ಗಳು ಯಂತ್್ರ ಗಳ ಪ್್ರ ಕಾರಕ್ಕೆ cm2 ಮತ್್ತ 1.2mm ಗಾತ್್ರ ದ ನಳಿಕ್(nozzle)ಗೆ ಆಮಲಿ ಜನಕಕ್ಕೆ
ಅನ್ಗುಣ್ವಾಗಿ ಬ್ದಲ್ಗುತ್್ತ ವೆ. 1.4 ರಿಿಂದ 2 kgf/cm2 ರಷ್್ಟಿ ಸರಿಯಾದ ಅನಲ್ ಒತ್್ತ ಡವನ್ನು
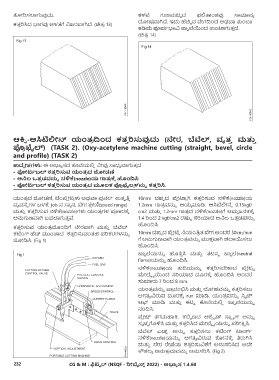
ಕತ್್ತ ರಿಸುವ ಯಂತ್್ರ ದೊಿಂದಿಗೆ ನೇರವಾಗಿ ಮತ್್ತ ಬೆವೆಲ್ ಹೊಿಂದಿಸಿ.
ಕಟಿಿಂಗ್ ಹೆಡ್ ಮುಿಂತಾದ ಕತ್್ತ ರಿಸುವಂತ್ಹ ಪ್ರಿಕರಗಳನ್ನು 10mm ದಪ್್ಪ ದ ಪ್ಲಿ ೀಟೆ್ಗ ನಯಂರ್್ರ ತ್ ವೇಗ ಅಿಂದರೆ 50cm/min
ಜೊೀಡಿಸಿ. (Fig 1) ಗೆ ಅನ್ಗುಣ್ವಾಗಿ ಯಂತ್್ರ ವನ್ನು ಮುಕ್ತ ವಾಗಿ ಚ್ಲ್ಯಿಸಲು
ಹೊಿಂದಿಸಿ.
ಜ್ವಾ ಲೆಯನ್ನು ಹೊರ್್ತ ಸಿ ಮತ್್ತ ತ್ಟಸ್ಥ ಜ್ವಾ ಲೆ(neutral
flame)ಯನ್ನು ಹೊಿಂದಿಸಿ.
ನಳಿಕ್(nozzle)ಯ ತ್ದಿಯನ್ನು ಕತ್್ತ ರಿಸಬೇಕಾದ ಪ್ಲಿ ೀಟನು
ಮೇಲೆಮೆ ಫೈಯಿಿಂದ ಸರಿಯಾದ ದೂರಕ್ಕೆ ಹೊಿಂದಿಸಿ ಅಿಂದರೆ
ಸುಮಾರು 7 ರಿಿಂದ 8 mm.
ಯಂತ್್ರ ವನ್ನು ಪ್್ರ ರಂಭಿಸಿ ಮತ್್ತ ಲೀಹವನ್ನು ಕತ್್ತ ರಿಸಲು
ಅಗತ್ಯಾ ವಿರುವ ದೂರಕ್ಕೆ run ಮಾಡಿ. ಯಂತ್್ರ ವನ್ನು ಸಿವಾ ಚ್
ಆಫ್ ಮಾಡಿ ಮತ್್ತ ಕಟನು ಕೊನೆಯಲ್ಲಿ ಜ್ವಾ ಲೆಯನ್ನು
ನಂದಿಸಿ.
ಪ್ಲಿ ೀಟ್ ತೆಗೆದುಹಾಕ್, ಕಬಿಬಿ ಣ್ದ ಆಕ್್ಸಿ ಫೈಡ್ ಸಾಲಿ ಯಾ ಗ್ ಅನ್ನು
ಸವಾ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ ಕತ್್ತ ರಿಸಿದ ಮೇಲೆಮೆ ಫೈಯನ್ನು ಪ್ರಿೀಕ್ಷಿ ಸಿ.
ಬೆವೆಲ್ ಎಡ್ಜ್ ಅನ್ನು ಕತ್್ತ ರಿಸಲು ಕಟಿಿಂಗ್ ಟ್ಚ್್ವ
ನಳಿಕ್(nozzle)ಯನ್ನು ಅಗತ್ಯಾ ವಿರುವ ಕೊೀನಕ್ಕೆ ರ್ರುಗಿಸಿ
ಮತ್್ತ ನೇರ ರೇಖೆಯ ಕತ್್ತ ರಿಸುವಿಕ್ಗೆ ಅನ್ಸರಿಸಿದ ಅದೇ
ಕೌಶಲ್ಯಾ ಅನ್ಕ್ರ ಮವನ್ನು ಅನ್ಸರಿಸಿ. (Fig 2)
232 CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿೋವೈಸ್್ಡಿ 2022) - ಅಭ್ಯಾ ಸ 1.4.60