
Page 255 - Fitter- 1st Year TP - Kannada
P. 255
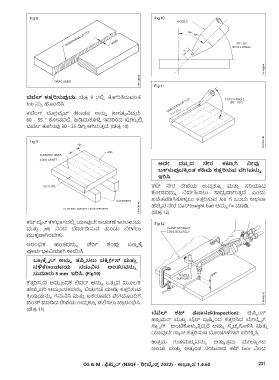
ಬೆವೆಲ್ ಕ್ತ್ತು ರಿಸುವುದು: ಚ್ತ್್ರ 9 ರಲ್ಲಿ ತ್ೀರಿಸಿರುವಂತೆ
Job ನ್ನು ಹೊಿಂದಿಸಿ.
ಕಟಿಿಂಗ್ ಬ್ಲಿ ೀಪೈಪ್ (Nozzle) ಅನ್ನು (ಅಗತ್ಯಾ ವಿದ್ದ ರೆ)
60 - 55 ° ಕೊೀನದಲ್ಲಿ ಹಿಡಿದುಕೊಳಿಳಿ ಇದರಿಿಂದ ಪ್ಲಿ ೀಟನು ಲ್ಲಿ
ಬೆವೆಲ್ ಕೊೀನವು 30 - 35 ಡಿಗಿ್ರ ಆಗಿರುತ್್ತ ದೆ. (ಚ್ತ್್ರ 10)
ಅದೇ ದಪ್ಪ ದ ನೇರ ಕ್ಟ್ಗಾ ಗಿ ನಿೋವು
ಬಳಸುವುದಕ್ಕೆ ಿಂತ್ ಕ್ಡಿಮೆ ಕ್ತ್ತು ರಿಸುವ ವೇಗವನುನು
ಇರಿಸಿ.
ಕಟ್ ನೇರ ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಮತ್್ತ ಸರಿಯಾದ
ಕೊೀನವನ್ನು ನವ್ವಹಿಸಲು ಸಾಧ್ಯಾ ವಾಗುತ್್ತ ದೆ ಎಿಂದು
ಖಚ್ತ್ಪ್ಡಿಸಿಕೊಳಳಿ ಲು ಕತ್್ತ ರಿಸುವ Job ಗೆ ಒಿಂದು ಅಥವಾ
ಹೆಚ್ಚಿ ನ ನೇರ ಬ್ರ್(traight bar) ಅನ್ನು fix ಮಾಡಿ.
(ಚ್ತ್್ರ 12)
ಕಟ್ ಲೈನ್ ಕ್ಳಭ್ಗದಲ್ಲಿ ಯಾವುದೇ ಅಡಚ್ಣ್ ಇರಬ್ರದು
ಮತ್್ತ job ನಿಂದ ಬೇಪ್್ವಡಿಸುವ ತ್ಿಂಡು ಬಿೀಳಲು
ಮುಕ್ತ ವಾಗಿರಬೇಕು.
ಆರಂಭಿಕ ಹಂತ್ವನ್ನು ಚೆರಿ್ವ ಕ್ಿಂಪು ಬ್ಣ್್ಣ ಕ್ಕೆ
ಪೂವ್ವಭ್ವಿಯಾಗಿ ಕಾಯಿಸಿ.
ಬಾಯಾ ಕ್್ಫ ಮೈರ್ ಅನುನು ತ್ಪಿ್ಪ ಸಲು ವಕ್್ಪ ೋ್ಯಸ್ ಮತ್ತು
ನಳಿಕ್(nozzle)ಯ ನಡುವಿನ ಅಿಂತ್ರವನುನು
ಸುಮ್ರು 5 mm ಇರಿಸಿ. (Fig10)
ಕತ್್ತ ರಿಸುವ ಆಮಲಿ ಜನಕ ಲ್ವರ್ ಅನ್ನು ಒತ್್ತ ವ ಮೂಲ್ಕ
ಹೆಚ್ಚಿ ವರಿ ಆಮಲಿ ಜನಕವನ್ನು ಬಿಡುಗಡೆ ಮಾಡಿ, ಕತ್್ತ ರಿಸುವ
ಕ್್ರ ಯ್ಯನ್ನು ಗಮನಸಿ ಮತ್್ತ ಏಕರೂಪ್ದ ವೇಗದೊಿಂದಿಗೆ
ಪಂಚ್ ಮಾಡಿದ ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಚ್ಲ್ಸಲು ಪ್್ರ ರಂಭಿಸಿ.
(ಚ್ತ್್ರ 11)
ಬೆವೆಲ್ ಕ್ಟ್ ತ್ಪಾಸಣೆ(Inspection): ಚ್ಪ್ಪ ಿಂಗ್
ಹಾಯಾ ಮರ್ ಮತ್್ತ ವೈರ್ ಬ್್ರ ಷ್ನು ಿಂದ ಕತ್್ತ ರಿಸಿದ ಮೇಲೆಮೆ ಫೈಗೆ
ಸಾಲಿ ಯಾ ಗ್ ಅಿಂಟಿಕೊಳುಳಿ ರ್್ತ ದ್ದ ರೆ ಅನ್ನು ಸವಾ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ
ಯಾವುದೇ ಗಾಯಾ ಸ್ ಕತ್್ತ ರಿಸುವ ದೊೀಷಗಳಿಗಾಗಿ ಪ್ರಿೀಕ್ಷಿ ಸಿ.
ಉತ್್ತ ಮ ಗುಣ್ಮಟ್ಟಿ ವನ್ನು ಅತ್ಯಾ ತ್್ತ ಮ ಮೇಲ್ಭಾ ಗದ
ಅಿಂಚ್ ಮತ್್ತ ಅತ್ಯಾ ಿಂತ್ ನಯವಾದ ಕಟ್ face ನಿಂದ
CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿೋವೈಸ್್ಡಿ 2022) - ಅಭ್ಯಾ ಸ 1.4.60 231