
Page 76 - Welder(Pipe) - TP - Hindi
P. 76
काय का म (Job Sequence) • ेट को आव क बेवेल कोण पर िचि त कर और पंच कर ।
• उिचत किटंग ेम को समायोिजत कर ।
• सुर ा प रधान पहन । • किटंग ोपाइप को काटे जाने के िलए उिचत बेवल कोण पर पकड़ ।
• काटी जाने वाली सतह को साफ कर । • पंच लाइन पर ेट के एक िसरे को चेरी रेड हॉट तक गम कर ।
• किटंग ऑ ीजन छोड़ , और काटने की ि या का िनरी ण कर ।
• गैस वे ंग संयं ािपत कर और किटंग ोपाइप को िफ कर ।
• आव क कोण पर धीरे-धीरे और र प से िछि त रेखा का
अनुसरण करते ए, किटंग ोपाइप को दू सरे छोर की ओर ले जाएं ।
सुिनि त कर िक किटंग नोजल धातु की मोटाई के अनुसार
है। नोज़ल की एक सही गित और द ू री बनाए रख ।
• किटंग ऑ ीजन को बंद कर द और कट पूरा होने पर आग बुझा द ।
• एिसिटलीन और काटने वाले ऑ ीजन के गैस के दबाव को
• कट को साफ कर , और इसकी सटीकता का िनरी ण कर ।
समायोिजत कर ।
• अ ास को तब तक दोहराएं जब तक आपको अ ा और िचकना कट
धातु की मोटाई और किटंग नोजल के आकार के अनुसार न िमल जाए।
दबाव सेिटंग सुिनि त कर ।
कौशल म (Skill Sequence)
बेवल हाथ से काटना (ऑ ी-एिसिटलीन) (Bevel cutting by hand (Oxy-acetylene))
उ े : यह आपको सहायक होगा
• बेवेल किटंग के िलए वक पीस सेट कर
• बेवेल सतहों को गैस से हाथ से काटा जाता है
• बेवेल कट का िनरी ण कर ।
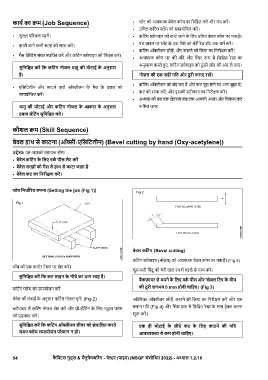
जॉब िनधा रत करना (Setting the job (Fig 1))
बेवल किटंग (Bevel cutting)
किटंग ोपाइप (नोज़ल) को आव क बेवल कोण पर पकड़ । (Fig 3)
जॉब को एक कठोर टेबल पर सेट कर ।
शु आती िबंदु को चेरी लाल रंग म पहले से गरम कर ।
सुिनि त कर िक कट लाइन के नीचे का भाग है।
बैकफ़ायर से बचने के िलए वक पीस और नोज़ल िटप के बीच
किटंग ेम का समायोजन कर की द ू री लगभग 5 mm होनी चािहए। (Fig 3)
बेवेल की लंबाई के अनुसार किटंग नोज़ल चुन । (Fig 2) अित र ऑ ीजन छोड़ , काटने की ि या का िनरी ण कर और एक
ोपाइप म किटंग नोजल सेट कर और ी-हीिटंग के िलए ूट ल ेम समान गित (Fig 4) और र हाथ से िछि त रेखा के साथ ट ेवल करना
को एडज कर । शु कर ।
सुिनि त कर िक किटंग ऑ ीजन लीवर को संचािलत करते एक ही मोटाई के सीधे कट के िलए काटने की गित
समय ेम समायोजन परेशान न हो। आव कता से कम होनी चािहए।
54 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.16