
Page 73 - Welder(Pipe) - TP - Hindi
P. 73
काय का म (Job Sequence)
• ड ाइंग के अनुसार ेट को गैस किटंग/हैकसॉ किटंग से काट ।
• िकनारों को चौकोर िघस ल ।
• िघसते समय च े का योग कर ।
• जोड़ने वाले िकनारों और ेटों की सतह को साफ कर ।
• सुर ा क कपड़े पहन ।
• ड ाइंग के अनुसार टुकड़ों को T के प म सेट कर और दोनों िसरों पर
टैक-वे कर ।
• ेट की सतहों के बीच 92° से 93° के कोण पर टुकड़ों को ीसेट
कर । (Fig 1) यानी 2 से 3° का िड ॉश न अलाउंस द ।
• ‘T’ ाइंट को ैट पोजीशन म सेट कर । • िडपॉिजट कव रंग 4 mm ास के म म लेिपत MS इले ोड और
• यिद DC मशीन का उपयोग िकया जाता है, तो इले ोड के बल को 160 ए वे ंग करंट का उपयोग करके एक वेव गित के साथ
ऋणा क टिम नल से कने कर । चलती है।
• 3.15 mm ास के म म लेिपत MS इले ोड और 110 ए • अंितम बीड से ैग िनकाल और वे को साफ कर ।
वे ंग करंट का उपयोग करके िडपॉिजट ट चलती है। • वे के पैर के आकार की जांच के िलए वे गेज का उपयोग कर ।
• ेटों के बीच 45° का इले ोड कोण और वे लाइन के साथ 80° यिद आपको वे जमा के 2 रन म आव क 10 mm लेग लंबाई
का एकसमान ट बीड सुिनि त कर । नहीं िमलती है, तो दू सरे रन के िलए अपनाई गई तकनीक का उपयोग
• िचिपंग गॉग पहन । करके तीसरा रन जमा कर ।
• ैग को जड़ से िनकाल , एक िचिपंग हैमर से चलाएं और वायर श से • दोषों के िलए T िफलेट वे का िनरी ण कर ।
साफ कर ।
कौशल म (Skill Sequence)
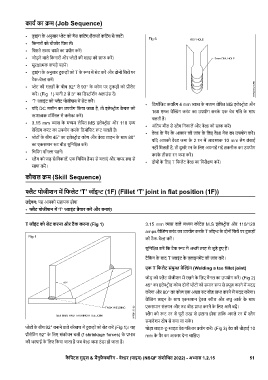
ैट पोजीशन म िफलेट ‘T’ जॉइ (1F) (Fillet ‘T’ joint in flat position (1F))
उ े : यह आपको सहायक होगा
• ैट पोजीशन म ‘T’ ाइंट तैयार कर और बनाएं ।
T जॉइंट को सेट करना और टैक करना (Fig 1) 3.15 mm ास वाले म म कोटेड M.S इले ोड और 110/120
amps वे ंग करंट का उपयोग करके T जॉइ के दोनों िसरों पर टुकड़ों
को टैक-वे कर ।
सुिनि त कर िक टैक ट म अ ी तरह से जुड़े ए ह ।
टैिकं ग के बाद T ाइंट के एलाइनम ट की जांच कर ।
एक T िफलेट संयु वे ंग (Welding a tee fillet joint)
जोड़ को ैट पोजीशन म रखने के िलए चैनल का उपयोग कर । (Fig 2)
45° का इले ोड कोण दोनों ेटों को समान प से यूज़ करने म मदद
करेगा और 80° का कोण एक अ ा ट बीड ा करने म मदद करेगा।
वे ंग लाइन के साथ एकसमान ट ेवल ीड और लघु आक के साथ
एकसमान संलयन और ट बीड ा करने के िलए आगे बढ़ ।
ैग को ट रन से पूरी तरह से हटाना होगा तािक अगले रन म ैग
समावेशन दोष से बचा जा सके ।
ेटों के बीच 92° बनाने वाले संरेखण म टुकड़ों को सेट कर (Fig 1)। यह थोड़ा साइड-टू -साइड वेव गित का योग कर । (Fig 3) वेव की चौड़ाई 10
ीसेिटंग 92° के िलए संकोचन बलों (f shrinkage forces) के भाव mm के पैर का आकार देना चािहए।
की भरपाई के िलए िकया जाता है जब वे जमा ठं डा हो जाता है।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.2.15 51