
Page 56 - Welder(Pipe) - TP - Hindi
P. 56
रोकना
ोपाइप और िफलर रॉड के कोण को कम कर ों िक वे पूल बाएं िसरे
तक प ंचता है तािक जलने को िनयंि त िकया जा सके ।
ग ा म िपघला आ धातु की कु छ बूंदों को िगराकर, पया भराव धातु
जोड़कर ग ा बनाएँ ।
आंच को धीरे-धीरे कम कर लेिकन वे पूल को ेम के बाहरी एनवलप
के िसरे से ढक द तािक इसे वातावरण से बचाया जा सके ।
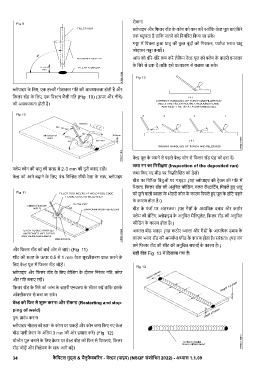
ोपाइप के िलए, एक ह ी गोलाकार गित की आव कता होती है और
िफलर रॉड के िलए, एक िप न जैसी गित (Fig 10) (ऊपर और नीचे)
की आव कता होती है।
वे पूल के जमने से पहले वे ज़ोन से िफलर रॉड एं ड को हटा द ।
जमा रन का िनरी ण (Inspection of the deposited run)
ेम कोन की धातु की सतह से 2-3 mm की दू री बनाए रख ।
जमा िकए गए बीड पर िन िल खत को देख ।
वे को आगे बढ़ाने के िलए, पंच-िच त सीधी रेखा के साथ, ोपाइप
बीड पर िविभ िबंदुओं पर गड्ढ़ा। (यह ोपाइप की ट ेवल की गित म
िभ ता, िफलर रॉड की अनुिचत फीिडंग, गलत री ािट ग, िपघले ए धातु
को छू ने वाली ाला के भीतरी कोन के कारण िपघले ए पूल के छीं टे पड़ने
के कारण होता है।)
बीड के पंजों पर अंडरकट। (यह गैसों के अ िधक दबाव और कठोर
ेम की सेिटंग, ोपाइप के अनुिचत मैिनपुलेट, िफलर रॉड की अनुिचत
फीिडंग के कारण होता है।)
अवतल बीड सतह। (यह कठोर ाला और गैसों के अ िधक दबाव के
कारण भराव रॉड की अपया फ़ीड के कारण होता है। सरं ता। (यह जंग
लगे िफलर रॉड की शीट की अनुिचत सफाई के कारण है।)
और िफलर रॉड को बाईं ओर ले जाएं । (Fig 11)
सही बीड Fig 13 म िदखाया गया है।
शीट की सतह के ऊपर 0.5 से 1 mm वे सु ढीकरण ा करने के
िलए वे पूल म िफलर रॉड जोड़ ।
ोपाइप और िफलर रॉड के िलए वे ंग के दौरान िनरंतर गित, कोण
और गित बनाए रख ।
िफलर रॉड के िसरे को आंच के बाहरी एनवलप के भीतर रख तािक इसके
ऑ ीकरण से बचा जा सके ।
वे को िफर से शु करना और रोकना (Restarting and stop-
ping of weld)
पुन: ारंभ करना
ोपाइप नोज़ल को 80° के कोण पर पकड़ और कोन जमा िकए गए वे
बीड यानी े टर के अंितम 3 mm की ओर इशारा कर । (Fig 12)
मो ेन पूल बनाने के िलए े टर पर वे बीड को िफर से िपघलाएं , िफलर
रॉड जोड़ और िन ेपण के साथ आगे बढ़ ।
34 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.1.09