
Page 55 - Welder(Pipe) - TP - Hindi
P. 55
िफलर रॉड के िबना ूजन रन बनाना (Making fusion run ( वेश) (Fig 7) सुिनि त करने के िलए िनरी ण िकया जा सकता
without filler rod) है।
ोपाइप को बाईं िदशा म ले जाएं ों िक ान संलयन एक पं के
दािहने छोर पर ा होता है।
पंच लाइन पर मो ेन पूल रख । (Fig 5)
ोपाइप के िलए मामूली गोलाकार गित के साथ ट ेवल की िनरंतर गित
बनाए रख । (Fig 6)
गम जॉब को संभालने के दौरान िचमटे का योग कर ।
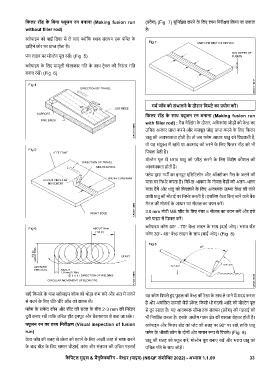
िफलर रॉड के साथ ूजन रन बनाना (Making fusion run
with filler rod) : गैस वे ंग के दौरान, अिधकांश जोड़ों को वे का
उिचत आकार ा करने और मजबूत जोड़ ा करने के िलए िफलर
धातु की आव कता होती है। तो जब ेम आधार धातु को िपघलाती है,
तो यह संयु म खांचे या अवसाद को भरने के िलए िफलर रॉड को भी
िपघला देती है।
मो ेन पूल म भराव धातु को फ़ीड करने के िलए िवशेष कौशल की
आव कता होती है।
ेम ारा गम का इनपुट एिसिटलीन और ऑ ीजन गैस के जलने की
मा ा पर िनभ र करता है। िविभ आकार के नोजल गैसों की अलग-अलग
मा ा द गे और धातु को िपघलाने के िलए आव क ऊ ा वे की जाने
वाली धातु की मोटाई पर िनभ र करती है। इसिलए वे िकए जाने वाले बेस
मेटल की मोटाई के आधार पर नोज़ल का चयन कर ।
3.0 mm मोटी MS शीट के िलए नंबर 5 नोजल का चयन कर और इसे
ो पाइप से िफ कर ।
ोपाइप कोण 60° - 70° वे लाइन के साथ (दाईं ओर)। भराव रॉड
कोण 30°- 40° वे लाइन के साथ (बाईं ओर)। (Fig 8)
बाएँ िकनारे के पास ोपाइप कोण को थोड़ा कम कर और अंत म जलने यह कोण िपघले ए पुडल को वे की रेखा के साथ ले जाने म मदद करता
से बचने के िलए धीरे-धीरे आँच को वापस ल । है और अवांिछत साम ी जैसे े ल, िकसी भी गंदगी आिद को मो ेन पूल
ेम के सफे द कोन और शीट की सतह के बीच 2-3 mm की िनरंतर से दू र रखता है। यह आव क सीमा तक संलयन ( वेश) की गहराई को
दू री बनाए रख तािक उिचत हीट इनपुट और बैकफ़ायर से बचा जा सके । भी िनयंि त करता है। इसके अ ैग गलन े की ता बेहतर होती है।
ूजन रन का िनरी ण (Visual inspection of fusion ोपाइप और िफलर रॉड को ेट की सतह पर 90° पर रख , तािक धातु
run) ेम के भीतरी कोन के दोनों ओर समान प से िपघले। (Fig 9)
वे जॉब की सतह से े ल को हटाने के िलए अ ी तरह से साफ करने धातु की सतह को ूज कर , मो ेन पूल बनाए रख और भराव धातु को
के बाद बीड के िलए समान चौड़ाई, तरंग और संलयन की उिचत गहराई उिचत गित के साथ जोड़ ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.1.09 33