
Page 182 - TDM - 1st Year - TT - Hindi
P. 182
धातुओं को टिन ग की तुलना म अिधक होगी। रेक और ीयर स एं गल को ाइंिडंग करते समय, अनुशंिसत मू ों के
साथ दान िकए गए मानक चाट को संदिभ त करना और िफर ाइंड करना
कठोर धातुओं को काबा इड टू ल से टिन ग करते समय नेगेिटव टॉप रेक देना
सामा अ ास है। नेगेिटव टॉप रेक एं गल टू म पॉिजिटव टॉप रेक एं गल बेहतर होता है। हालांिक, वा िवक संचालन टू ल के दश न को इंिगत
टू की तुलना म अिधक ताकत होती है।
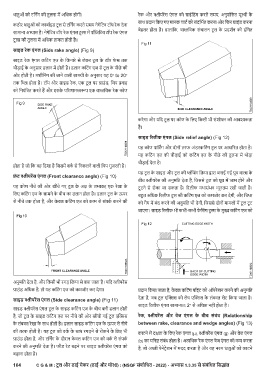
साइड रेक एं गल (Side rake angle) (Fig 9)
साइड रेक एं गल किटंग एज के िकनारे से लेकर टू ल के टॉप फे स तक
चौड़ाई के अनुसार ढलान म होती है। ढलान किटंग एज से टू ल के पीछे की
ओर होती है। मशीिनंग की जाने वाली साम ी के अनुसार यह 0° to 20°
तक िभ होता है। टॉप और साइड रेक, एक टू ल पर ाउंड, िचप वाह
को िनयंि त करते ह और इसके प रणाम प एक वा िवक रेक कोण
करेगा और यिद टू ल पर कोण के िलए िकसी भी संशोधन की आव कता
है।
साइड रलीफ एं गल (Side relief angle) (Fig 12)
यह कोण पािट ग और दोनों तरफ अंडरकिटंग टू ल पर आधा रत होता है।
यह किटंग एज की चौड़ाई को किटंग एज के पीछे की तुलना म थोड़ा
चौड़ाई देता है।
होता है जो िक वह िदशा है िजसम वक से िनकलने वाली िचप गुजरती है।
यह टू ल के साइड और टू ल की ंिजंग ि या ारा बनाई गई ूव वा के
ं ट ीयर स एं गल (Front clearance angle) (Fig 10)
बीच ीयर स की अनुमित देता है, िजससे टू ल को ूव म जाम होने और
यह कोण नीचे की ओर खींचे गए टू ल के अ के ल वत् एक रेखा के टू टने से रोका जा सकता है। रलीफ यथासंभव ूनतम रखी जाती है।
िलए किटंग एज के सामने के बीच का ढलान होता है। ढलान टू ल के ऊपर ब त अिधक रलीफ टू ल की किटंग एज को कमजोर कर देगी, और िच
से नीचे तक होता है, और के वल किटंग एज को काम से संपक करने की को गैप म बंद करने की अनुमित भी देगी, िजससे दोनों मामलों म टू ल टू ट
जाएगा। साइड रलीफ भी कभी-कभी फे िसंग टू के मु किटंग एज को
अनुमित देता है, और िकसी भी रगड़ ि या से बचा जाता है। यिद ीयर स
ाउंड अिधक है, तो यह किटंग एज को कमजोर कर देगा। दान िकया जाता है, के वल किटंग पॉइंट को ऑपरेशन करने की अनुमित
साइड ीयर स एं गल (Side clearance angle) (Fig 11) देता है, जब टू ल ए स को लेथ ए स के लंबवत सेट िकया जाता है।
साइड रलीफ एं गल सामा तः 2° से अिधक नहीं होता है।
साइड ीयर स एं गल टू ल के साइड किटंग एज के बीच बनी ढलान होती
है, जो टू ल के साइड किटंग एज पर नीचे की ओर खींची गई टू ल ए स रेक, ीयर स और वेज एं गल के बीच संबंध (Relationship
के लंबवत रेखा के साथ होती है। ढलान साइड किटंग एज के ऊपर से नीचे between rake, clearance and wedge angles) (Fig 13)
की तरफ होती है। यह टू ल को वक के साथ रगड़ने से रोकने के िलए भी काटने म द ता के िलए रेक एं गल (μ), ीयर स एं गल (g) और वेज एं गल
ाउंड होता है, और टिन ग के दौरान के वल किटंग एज को वक से संपक (b) का घिन संबंध होता है। अ िधक रेक एं गल वेज एं गल को कम करता
करने की अनुमित देता है। फीड रेट बढ़ने पर साइड ीयर स एं गल को है, जो अ ी पेनेट ेशन म मदद करता है और यह नरम धातुओं को काटने
बढ़ाना होता है।
164 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.35 से संबंिधत िस ांत