
Page 332 - Fitter 1st Year - TT - Hindi
P. 332
काबा इड टू के साथ कठोर धातुओं को मोड़ते समय, नकारा क टॉप यह नीचे की ओर खींचे गए उपकरण की ंडल के लंबवत रेखा के काटने
रेक देना सामा अ ास है। नेगेिटव टॉप रेक टू म पॉिजिटव टॉप रेक वाले िकनारे के बीच की ढलान है िजसे सामने िनकासी कोण के प म जाना
एं ग वाले टू की तुलना म अिधक ताकत होती है। जाता है। ढलान उपकरण के ऊपर से नीचे तक है, और के वल काटने के
िकनारे को वक से संपक करने की अनुमित देता है, और िकसी भी रगड़
साइड रेक कोण (Side rake angle (Fig 6))
ि या से बचा जाता है। यिद ीयर स ाउंड अिधक है, तो यह किटंग एज
को कमजोर करेगा।
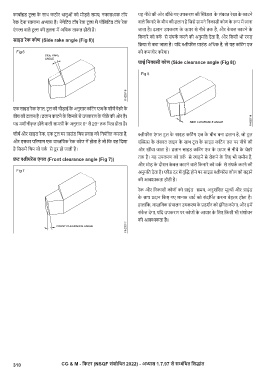
पा िनकासी कोण (Side clearance angle (Fig 8))
Fig 8
एक साइड रेक एं गल, टू ल की चौड़ाई के अनुसार किटंग एज के शीष चेहरे के
बीच की ढलान है। ढलान काटने के िकनारे से उपकरण के पीछे की ओर है।
यह मशीनीकृ त होने वाली साम ी क े अनुसार 0° से 20° तक िभ होता है।
शीष और साइड रेक, एक टू ल पर ाउंड िचप वाह को िनयंि त करता है, ीयर स एं गल टू ल के साइड किटंग एज के बीच बना ढलान है, जो टू ल
और इसका प रणाम एक वा िवक रेक कोण म होता है जो िक वह िदशा ए स के लंबवत लाइन के साथ टू ल के साइड किटंग एज पर नीचे की
है िजसम िचप जो वक से दू र हो जाती है। ओर खींचा जाता है। ढलान साइड किटंग एज के ऊपर से नीचे के चेहरे
ं ट ीयर स एं गल (Front clearance angle (Fig 7)) तक है। यह उपकरण को वक से रगड़ने से रोकने के िलए भी जमीन है,
और मोड़ के दौरान के वल काटने वाले िकनारे को वक से संपक करने की
अनुमित देता है। फ़ीड दर म वृ होने पर साइड ीयर स कोण को बढ़ाने
की आव कता होती है।
रेक और िनकासी कोणों को ाइंड समय, अनुशंिसत मू ों और ाइंड
के साथ दान िकए गए मानक चाट को संदिभ त करना बेहतर होता है।
हालांिक, वा िवक संचालन उपकरण के दश न को इंिगत करेगा, और हम
संके त देगा, यिद उपकरण पर कोणों के आधार के िलए िकसी भी संशोधन
की आव कता है।
310 CG & M - िफटर (NSQF संशोिधत 2022) - अ ास 1.7.97 से स ंिधत िस ांत