
Page 249 - Fitter 1st Year - TP - Hindi
P. 249
खराब गुणव ा का प रणाम गॉिगंग म होता है जो एक सबसे आम दोष है। यह
या तो अिधक गित या ब त कम ीहीट ेम के कारण होता है। (Fig 14)
ऑ ी-एिसिटलीन मशीन काटने (सीधे, बेवल, सक ल और ोफाइल) (Oxy-acetylene machine
cutting (straight, bevel, circle and profile) (TASK 2)
उ े : यह आपको सहायक होगा
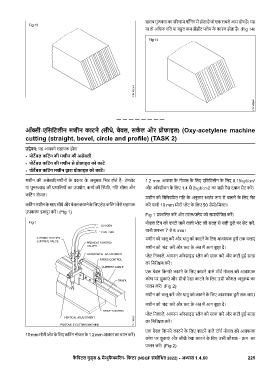
• पोट बल किटंग की मशीन की अस बली
• पोट बल किटंग की मशीन से ोफ़ाइल को काट
• पोट बल किटंग मशीन ारा ोफाइल को काट ।
मशीन की असेबली,मशीनों के कार के अनुसार िभ होते है- टे ेट 1.2 mm आकार के नोजल के िलए एिसिटलीन के िलए 0.15kgf/cm
2
या पुन ाद की णािलयों का उपयोग, काय की थित, गित सीमा और और ऑ ीजन के िलए 1.4 से 2kgf/cm2 का सही गैस दबाव सेट कर ।
किटंग नोजल।
मशीन को िविनयिमत गित के अनुसार तं प से चलाने के िलए सेट
किटंग मशीन के साथ सीधे और बेवल काटने के िलए हेड किटंग जैसे सहायक कर यानी 10 mm मोटी ेट के िलए 50 सेमी/िमनट।
उपकरण इक ा कर । (Fig 1)
Fig 1 िलत कर और तट थ ेम को समायोिजत कर ।
नोज़ल िटप को काटी जाने वाली ेट की सतह से सही दू री पर सेट कर ,
यानी लगभग 7 से 8 mm।
मशीन को चालू कर और धातु को काटने के िलए आव क दू री तक चलाएं
मशीन को ‘बंद’ कर और कट के अंत म आग बुझा द ।
ेट िनकाल , आयरन ऑ ाइड ैग को साफ कर और कटी ई सतह
का िनरी ण कर ।
एक बेवल िकनारे काटने के िलए काटने वाले टॉच नोजल को आव क
कोण पर झुकाएं और सीधी रेखा काटने के िलए उसी कौशल अनु म का
पालन कर । (Fig 2)
मशीन को चालू कर और धातु को काटने के िलए आव क दू री तक जाए।
मशीन को ‘बंद’ कर और कट के अंत म आग बुझा द ।
ेट िनकाल , आयरन ऑ ाइड ैग को साफ कर और कटी ई सतह
का िनरी ण कर ।
एक बेवल िकनारे काटने के िलए काटने वाले टॉच नोजल को आव क
10 mm मोटी ेट के िलए किटंग नोजल के 1.2 mm आकार का चयन कर ।
कोण पर झुकाएं और सीधी रेखा काटने के िलए उसी कौशल - म का
पालन कर । (Fig 2)
कै िपटल गुड्स & मै ुफै रंग- िफटर (NSQF संशोिधत 2022) - अ ास 1.4.60 225