
Page 248 - Fitter 1st Year - TP - Hindi
P. 248
काटने वाले ऑ ीजन लीवर को दबाकर अित र ऑ ीजन छोड़ , काटने
की ि या का िनरी ण कर और समान गित से िछि त रेखा के साथ चलना
शु कर । (Fig 11)
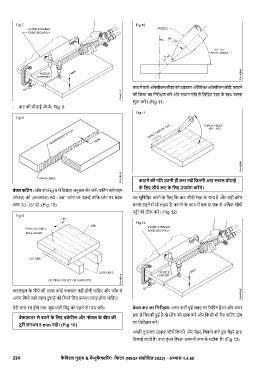
- कट की चौड़ाई (के फ ) Fig 8
काटने की गित उतनी ही कम रख िजतनी आप समान मोटाई
के िलए सीधे कट के िलए उपयोग कर गे।
बेवल किटंग : जॉब को Fig 9 म िदखाए अनुसार सेट कर , किटंग ोपाइप
(नोजल) को (आव क) 60 - 55° कोण पर पकड़ तािक ेट पर बेवल यह सुिनि त करने के िलए िक कट सीधी रेखा के साथ है और सही कोण
कोण 30 -35° हो (Fig 10) बनाए रखने म भी स म है, काटने के काम म एक या एक से अिधक सीधी
प ी को ठीक कर । (Fig 12)
कटलाइन के नीचे की तरफ कोई कावट नहीं होनी चािहए और जॉब से
अलग िकये जाने वाला टुकड़े को िगरने िलए या जगह होना चािहए।
चेरी लाल रंग होने तक शु आती िबंदु को पहले से गरम कर । बेवल कट का िनरी ण: अगर कटी ई सतह पर िचिपंग हैमर और वायर
श से िचपकी ई है तो ैग को साफ कर और िकसी भी गैस किटंग दोष
बैकफायर से बचने के िलए वक पीस और नोजल के बीच की
का िनरी ण कर ।
द ू री लगभग 5 mm रख । (Fig 10)
अ ी गुणव ा उ ृ शीष िकनारे और बेहद िचकने कटे ए चेहरे ारा
िदखाई जाती है। कटा आ िह ा आयामी प से सटीक है। (Fig 13)
224 कै िपटल गुड्स & मै ुफै रंग- िफटर (NSQF संशोिधत 2022) - अ ास 1.4.60