
Page 213 - Fitter 1st Year - TP - Hindi
P. 213
यिद चाप को ठीक से मारा गया है, तो एक थर तेज कक श
िन के साथ काश का एक िव ोट उ होगा।
दोहन िविध (fig 3)
जॉब की सतह को ह े से छू ने के िलए इले ोड को नीचे ले जाकर आक
पर हार कर ।
इले ोड को धीरे-धीरे ऊपर ले जाएं , कु छ सेकं ड के िलए लगभग 6 mm,
और िफर इसे लगभग कम कर । सतह से 4 mm
टैिपंग िविध की आमतौर पर िसफा रश की जाती है ों िक
यह जॉब की सतह पर ग े के िनशान नहीं बनाती है।
चाप ारा सीधी रेखा बीिडंग (सपाट थित) (Straight line beading by arc (Flat position)
उ े : यह आपको सहायक होगा
• सीधे बीड्स को समतल थित म रख
• वे को साफ कर और दोषों का िनरी ण कर ।
काय का म (Job sequence)
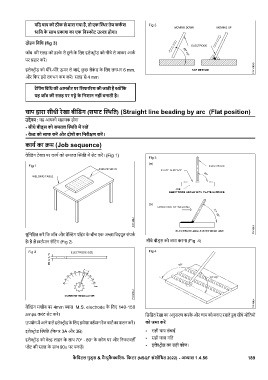
वे ंग टेबल पर काय को समतल थित म सेट कर । (Fig 1)
सुिनि त कर िक जॉब और वे ंग पॉइंट के बीच एक अ ा िवद् युत संपक
है।है।है।वत मान सेिटंग (Fig 2) सीधे बीड्स को जमा करना (Fig 4)
वे ंग मशीन पर 4mm ास M.S. electrode के िलए 140-150
amps करंट सेट कर । िछि त रेखा का अनुसरण करके और चाप को बनाए रखते ए सीधे मोितयों
उपयोग म आने वाले इले ोड के िलए हमेशा वत मान र ज चाट का पालन कर । को जमा कर
इले ोड थित (िफगर 3A और 3B) • सही चाप लंबाई
इले ोड को वे लाइन के साथ 70° - 80° के कोण पर और िनकटवत • सही या ा गित
ेट की सतह के साथ 90o पर पकड़ । • इले ोड का सही कोण।
कै िपटल गुड्स & मै ुफै रंग- िफटर (NSQF संशोिधत 2022) - अ ास 1.4.56 189