
Page 212 - Fitter 1st Year - TP - Hindi
P. 212
कौशल- म (Skill Sequence)
वे ंग के िलए आक मशीन की थापना (Setting of arc welding machine for welding)
उ े : यह आपको सहायक होगा :
• आक -वे ंग ांट सेट कर
• इले ोड के आकार के अनुसार करंट सेट कर
• ै िचंग और टैिपंग िविध ारा चाप पर हार कर और उसे बनाए रख ।
आक वे ंग म एक चाप को मारना एक यह बेिसक मदद करेगा ऑपरेशन इले ोड का ास वे करने के िलए धातु की मोटाई से
है। यह हर बार तब होगा जब वे ंग शु की जानी है।
अिधक नहीं होना चािहए।
आक वे ंग म सीखने के िलए यह एक आव बुिनयादी बुिनयादी कौशलहै।
एक आक को मारना और बनाए रखना
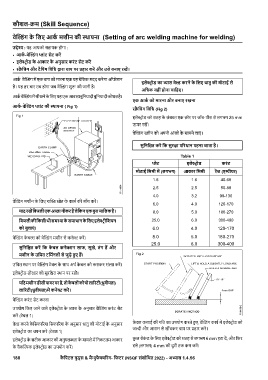
आक -वे ंग ांट की थापना ( Fig 1)
ै िचंग िविध (Fig 2)
इले ोड को सतह के लंबवत एक छोर पर जॉब-पीस से लगभग 25 mm
ऊपर रख ।
वे ंग ीन को अपनी आंखों के सामने लाएं ।
सुिनि त कर िक सुर ा प रधान पहना जाता है।
Table 1
ेट इले ोड करंट
मोटाई िममी म (लगभग) आकार िममी र ज (ए ीयर)
1.6 1.6 40-60
2.5 2.5 50-80
4.0 3.2 90-130
वे ंग मशीन के िलए श ोत के काय की जाँच कर ।
6.0 4.0 120-170
याद रख िबजली एक अ ा नौकर है लेिकन एक बुरा मािलक है। 8.0 5.0 180-270
25.0 6.0 300-400
िबजली की िकसी भी सम ा के समाधान के िलए इले ीिशयन
को बुलाएं । 6.0 4.0 120-170
वे ंग के ब को वे ंग मशीन से कने कर । 8.0 5.0 180-270
25.0 6.0 300-400
सुिनि त कर िक के बल कने न साफ, सूखे, तंग ह और
मशीन के उिचत टिम नलों से जुड़े ए ह ।
उिचत थान पर वे ंग टेबल के साथ अथ के बल को कसकर संल कर ।
इले ोड-हो र को सुरि त थान पर रख ।
यिद मशीन डीसी पावर पर है, तो के बलों को पो ला रटी( ुवीयता)
ला रटी( ुवीयता)म कने कर ।
वे ंग करंट सेट करना
उपयोग िकए जाने वाले इले ोड के ास के अनुसार वे ंग करंट सेट
कर (टेबल 1)
वे करने के िसफा रश िसफा रश के अनुसार धातु की मोटाई के अनुसार के वल कलाई की गित का उपयोग करते ए, वे ंग काय म इले ोड को
इले ोड का चयन कर (टेबल 1) ज ी और आराम से खींचकर चाप पर हार कर ।
इले ोड के सटीक आकार की अनुपल ता के मामले म िनकटतम आकार कु छ सेकं ड के िलए इले ोड को सतह से लगभग 6 mm हटा द , और िफर
के वैक क इले ोड का उपयोग कर । इसे (लगभग) 4 mm की दू री तक कम कर ।
188 कै िपटल गुड्स & मै ुफै रंग- िफटर (NSQF संशोिधत 2022) - अ ास 1.4.56