
Page 244 - Fitter - 1st Year - TP- Gujarati
P. 244
ઓક્સી-એશ્સટટલીન મશીન કટિટગ (સીધું, બેલ, વતુ્કળ અને પ્રોફયાઇલ) (મયાસ્ક 2) (Oxy-acetylene machine
cutting (straight, bevel, circle and profile) (TASK 2)
ઉદ્ેશ્્યો: આ તમને મદદ કરશે
• પૉટટેબલ કટિટગ મશીનની એસેમ્બલી
• ગણેશનું દબયાણ નોિં નયા મયાપ પ્રમયાણે સેટ કિંો
• પૉટટેબલ કટિટગ મશીન દ્યાિંયા પ્રોફયાઇલ્સ કયાપો.
મશીનની એસેમ્િલી, ટેમ્પલેટ્સ અર્વા પ્રજનન પ્રણાલી નો ઉપયોગ, આટ્થ ઓકસાઈડ સ્લેટ સાફ કરો અને કટ સપાટટીનું નનરીક્ણ કરો.
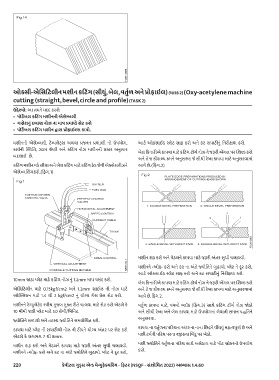
કાય્થની સ્થિતત, ઝડપ શ્ેણી અને કટિટગ નોઝ મશીનની પ્રકાર અનુસાર િેલ ફકનારીએ કાપવા માટે કટિટગ ટૉિં્થ નોઝ ને જરૂરી એંગલ પર ક્શ્ડિડ કરો
િદલાઈ છે.
અને તે જ કૌશલ્ય ક્મને અનુસરણ િે સીધી રેખા કાપવા માટે અનુસરવામાં
કટિટગ મશીન વડે સીધા અને િેલ કટિટગ માટે કટિટગ હેડ િેવી એક્સેસરીઝને આવે છે. (ફફગ.2)
એસેમ્િસિલગ કરો. (ફફગ.1)
મશીન શરૂ કરો અને મેડલને કાપવા માટે જરૂરી અંતર સુધી િંલાવવો.
મશીનને ‹ઓફ› કરો અને કટ ના અંતે જ્યોતતને બુઢાપો. પ્લેટ ને દૂર કરો,
આટ્થ ઓકસાઈડ સ્લેટ સાફ કરો અને કટ સપાટટીનું નનરીક્ણ કરો.
10mm જાડા પ્લેટ માટે કટિટગ નોઝ નું 1.2mm માપ પસંદ કરો.
િેલ ફકનારીએ કાપવા માટે કટિટગ ટૉિં્થ નોઝ ને જરૂરી એંગલ પર ક્શ્ડિડ કરો
એજસહ્ટલીન માટે 0.15kgf/cm2 અને 1.2mm સાઈઝ ની નોઝ માટે અને તે જ કૌશલ્ય ક્મને અનુસરણ િે સીધી રેખા કાપવા માટે અનુસરવામાં
ઓક્ક્સજન માટે 1.4 ર્ી 2 kgf/cm2 નું યોગ્ય ગેસ પ્રેસ સેટ કરો. આવે છે. ફફગ 2.
મશીનને રેગ્યુલેટેડ સ્પીિં મુજિ મુક્ત રીતે િંાલવા માટે સેટ કરો એટલે કે વતુ્થળ કાપવા માટે, પિંવો બ્લૉક (ફફગ.3) સાર્ે કટિટગ ટૉિં્થ નોઝ જોડો
10 મીમી જાડટી પ્લેટ માટે 50 સેવી/તમનનટ. અને સીધી રેખા અને િેલ કાપવા માટે ઉપયોગમાં લેવાતી સમાન પદ્ધતતને
જ્યોતતને સળાવો અને તટથિ જ્યોતતને સમયોચિંત કરો. અનુસરણ.
કાપવા માટે પ્લેટ ની સપાટટીર્ી નોઝ ની ટટીપને યોગ્ય અંતર પર સેટ કરો કાપવા ના વતુ્થળના પફરઘના અંદર ના નાના ચછદ્ને વીંધવું મહત્વપૂણ્થ છે અને
એટલે કે લગભગ 7 ર્ી 8mm. પછી ટમ્થની પફરઘ પરના નજીકના બિિદુ પર ખેડો.
પછી જ્યોતતને વતુ્થળના પફરઘ સાર્ે ખસેડાય માટે પીટ બ્રોકરનો ઉપયોગ
મશીન શરૂ કરો અને મેડલને કાપવા માટે જરૂરી અંતર સુધી િંલાવવો.
મશીનને ‹ઓફ› કરો અને કટ ના અંતે જ્યોતતને બુઢાપો. પ્લેટ ને દૂર કરો, કરો.
220 કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંશોધધિ 2022) અભ્્યયાસ 1.4.60