
Page 243 - Fitter - 1st Year - TP- Gujarati
P. 243
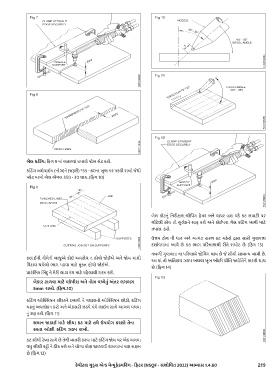
બેલ કટીંગ: ફફગ 9 માં િતાવ્યાં પ્રમાણે જોિ સેટ કરો.
કટિટગ બ્લોપાઈપ (નોઝ)ને (જરૂરી) °55 - 60ના ખૂણ પર પકડટી રાખો િેર્ી
પ્લેટ પરનો િેલ એંગલ 350 - 30 ર્ાય. (ફફગ 10)
િેલ કોટનું નનરીક્ણ:િંીવિપગ હેમર અને વાપર બ્રશ વડે કટ સપાટટી પર
િંોંટેલી હોય તો સુલેહને સાફ કરો અને કોઈપણ ગેસ કટિટગ ખામી માટે
તપાસ કરો.
ઉત્મ ટોિં ની ધાર અને અત્યંત સરળ કટ િંહેરો દ્ારા સારી ગુણવત્ા
દશયાવવામાં આવે છે. કટ ભાગ પફરમાણર્ી રીતે સિંોટ છે. (ફફગ 13)
નિળટી ગુણવત્ા ના પફરણામે જોગિગગ ર્ાય છે િે સૌર્ી સામાન્ય ખામી છે.
કલાઈની નીિંેની િાજુએ કોઈ અવરોધ ન હોવો જોઈએ અને જોિ માંર્ી આ કાં તો અતતશય ઝડપ અર્વા ખૂિ ઓછી પ્રીતત જ્યોતતને કારણે ર્ાય
વવદાય ર્યેલો ભાગ પડવા માટે મુક્ત હોવો જોઈએ.
છે. (ફફગ 14)
પ્રારંભભક બિિદુ ને મેરી લાલ રંગ માટે પહેલાર્ી ગરમ કરો.
બેકયાિં ટયાળવયા મયાટે વક્કપીસ અને નોિં વચ્ેનું અંિિં લગભગ
5mm િંયાખો. (ફફગ.10)
કટિટગ ઓક્ક્સજન લીડરને દિાવી ને વધારાનો ઓક્ક્સજન છોડો, કટિટગ
િંક્નું અવલોકન કરો અને એકસરી ઝડપે પંિંે લાઇન સાર્ે આગળ વધવા
નું શરૂ કરો. (ફફગ 11)
સમયાન જાડયાઈ મયાટે સીધયા કટ મયાટે િમે ઉપ્યોગ કિંશો િેનયા
કિંિયા ઓછી કટિટગ િંડપ િંયાખો.
કટ સીધી રેખા સાર્ે છે તેની ખાતરી કરવા માટે કટિટગ જોિ પર એક અર્વા
વધુ સીધી પટ્ી ને ઠટીક કરો અને યોગ્ય કોણ જાળવવી રાખવામાં પણ સક્મ
છે. (ફફગ 12)
કેપીટલ ગુડ્સ એન્ડ મેન્ુફેક્્ચરિિંગ - ફફટિં (NSQF - સંશોધધિ 2022) અભ્્યયાસ 1.4.60 219