
Page 106 - Welder - TT - Bengali
P. 106
অজ ন করেত এক ট ছাট বয়ন গিত ব বহার করেত হেব
। ট অনু েবশ িনয় ণ করেত মেণর গিত সাম স
করেত হেব । (িচ 9)
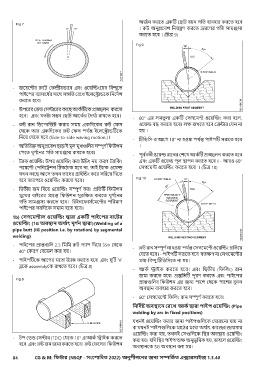
- জেয়ে র েট ক ীয়ভােব এবং ওেয় ংেয়র িব ুেত
পাইেপর ব াসােধ র সােথ স িত রেখ ইেলে াডেক িনেদ শ
করেত হেব।
- উপেরর ডড স ােরর কােছ আক টেক লন করেত
হেব। এবং যতটা স ব ছাট আেক র দঘ রাখেত হেব। - 60° এর সমত ল এক ট সগেম ওেয় ং করা হেল,
– ট রান িডেপা জট করার সময় একিদেকর ট ফস ওেয় ব করেত হেব। ল রাখেত হেব টার যন না
থেক আর একিদেকর ট ফস পয ইেলে াড টেক হয় ।
িনেয় যেত হেব (Side-to-side waving motion )। - টিডিস-র আেগ 10° না হওয়া পয পাইপ ট সরােত হেব
- অিতির অনু েবশ ছাড়াই মূল মুখ িলর স ূণ িফউশন ।
পেত ঘূণ েনর গিত সাম স রাখেত হেব। - পূব বত ওেয় রােনর শেষ আক ট লন করেত হেব
- ট াক ওেয় ং উপর ওেয় ং করা উিচৎ নয় করণ ট ািকং এবং এক ট ওেয় পুল াপন করেত হেব । - আরও 60°
পেয়ে পিনে শন ঠকঠাক হেব না, তাই ট াক ওেয় সগেম ওেয় ং করেত হেব । (িচ 10)
যখন কােছ আেস তখন তােদর াই ং কের সিরেয় িদেত
হেব তারপের ওেয় ং করেত হেব।
- ি তীয় রান িদেয় ওেয় ং স ূণ কর। িত ট িফউশন
মুেখর বাইেরর াে িফউশন সুরি ত করেত ঘূণ েনর
গিত সাম স করেত হেব। িরইনেফাস েমে র পিরমাণ
পাইেপর সবিদেক সমান হেত হেব।
1b) সগেম াল ওেয় ং ারা এক ট পাইেপর বােটর
ওেয় ং (1G অব ান অথ াৎ ঘূণ ন ারা)(Welding of a
pipe butt (IG position i.e. by rotation) by segmental
welding)
- পাইেপর া িল 2.5 িমিম ট গ াপ িদেয় 35০ থেক - ট রান স ূণ না হওয়া পয সগেমে ওেয় ং চািলেয়
40° কােণ বেভল করা হয়।
যেত হেব। - পাইপ ট সরােত হেব যত ণ না সগেমে র
- পাইপ টেক আেগর মেতা ট াক করেত হেব এবং দু ট ‘Vʼ মধ -িব ু টিডিসেত না হয়।
েক assembly ক রাখেত হেব। (িচ 8)
– আক াইক করেত হেব। এবং ি তীয় (িফিলং) রান
জমা করেত হেব। িত ট পূরণ করেত এবং পাইেপর
া িলর িফউশন এর জন পােশ থেক পােশর বুনন
অব ান ব বহার করেত হেব।
- 60° সগেমে িফিলং রান স ূণ করেত হেব।
িনিদ অব ােন রেখ আক ারা পাইপ ওেয় ং (Pipe
welding by arc in fixed positions)
যখনই ওেয় ং করার জন পাইপ িলেক ঘারােনা যায় না
বা যখনই পাইপ িলেক মােঠর মেধ অথ াৎ কােজর জায়গায়
ওেয় ং করা হয়, তখনই স িলেক ি র অব ায় ওেয় ং
- টপ ডড স ার (TDC) থেক 10° এ আক াইক করেত করা হয়। যিদ ি র পাইপ অ অনুভূিমক হয়, তাহেল ওেয় ং
হেব এবং ট রান জমা করেত হেব। ট ফেসর িফউশন অব ানেক 5G অব ান বলা হয়।
84 CG & M: িফটার (NSQF - সংেশািধত 2022) অনুশীলেনর জন স িক ত এ ারসাইজ 1.3.40