
Page 105 - Welder - TT - Bengali
P. 105
8 এলেবা জেয় (িচ 3) 2 G - অনুভূিমক অব ােন পাইপ ওেয় অথ াৎ পাইপ অ
পাইপ বাট জেয় িলর ওেয় ং: সাধারণত পাইপ এবং মা টেত ল ।
টউেবর জেয় িল পাইেপর িভতর থেক ওেয় ং করা 5 G - সমতল (ি র) অব ােন পাইপ ওেয় অথ াৎ পাইপ
যায় না। তাই পাইপ ওেয় ং শখা করার আেগ, একজন অ মা টর সমা রাল।
ব র সম অব ােন যমন সমতল, অনুভূিমক, উ এবং 6 G - পাইপ ওেয় ং সহ (ি র) অব ােন অথ াৎ পাইপ অ
ওভারেহেডর ওেয় ংেয় দ হওয়া উিচত। অনুভূিমক এবং উ সমতল উভয়ই অ ভ ।
বাট জেয় িলর ওেয় ংেয়র সময় পাইপ হেত পাের
1 ঘূিণ ত বা ঘারােনা (1G অব ান)
2 ি র (2G, 5G এবং 6G অব ান)।
আক ারা পাইপ বাট জেয় িলর ওেয় ং 1G অব ােন
ারা করা যেত পাের
A মাগত ঘূণ ন প িত এবং
B সগেম াল প িত।
এই সম অব ান িল পাইপ ওেয় ং করেত ব ব ত হয়। 1a) মাগত ঘূণ ন প িত ারা, আক ারা পাইপ
ওেয় ং (1G অব ােন) (Pipe welding by arc (in 1G
পাইপ ওেয় ং অব ান (িচ 4 এবং 5) position) by continuous rotation method): পাইেপ বাট
জেয়ে র সে াষজনক ওেয় ং পাইেপর াে র স ঠক
িত এবং ওেয় ং করা জেয়ে র সতক সমােবেশর উপর
িনভ র কের। িন ত করেত হেব য বারস এবং মূল মুখ িল
স ঠক াি ককরেণ রেয়েছ এবং গ াপ ট স ঠক।
া িল পির ার করেত হেব। গ াস কা টং এবং ফাইিলং
কের বেভল 35° এর এক ট কাণ ত করেত হেব। এক ট
ট ফস 1.5 থেক 2.5 িমিম িদেত হেব।
ওেয় ংেয়র জন পাইপ সট করা(Setting the pipes for
welding): 4 ট ছাট সমান ব বধানযু ট াক ওেয় করেত
হেব। ব বধান ট ট ফস াস 0.75 িমিম সমান হওয়া উিচত।
িভ ক বা রালার িলেত ট াক করা assembly ক রাখেত হেব
যােত assembly ট মু হাত িদেয় ঘারােনা যায়।
1ম রােনর জন এক ট 2.5 িমিম টাইল ইেলে াড এবং 2য়
রােনর জন এক ট 3.15 িমিম টাইল ইেলে াড িনব াচন
করেত হেব৷ 1ম রােনর জন 70-80A এবং 2য় রােনর জন
100-110A এর কাের সট করেত হেব।
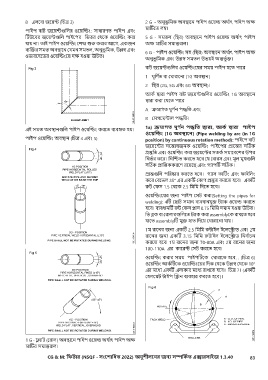
ওেয় ং করার সময় পাইপ টেক ঘারােত হেব, . (িচ 6)
ওেয় ং আক টেক ওেয় ংেয়র িদক থেক উ থেক 10°
এর মেধ এক ট এলাকার মেধ রাখেত হেব। িচ 7। (এক ট
হলেমট টাইপ ন ব বহার করেত হেব)।
1 G - াট ( রাল) অব ােন পাইপ ওেয় অথ াৎ পাইপ অ
মা টর সমা রাল।
CG & M: িফটার (NSQF - সংেশািধত 2022) অনুশীলেনর জন স িক ত এ ারসাইজ 1.3.40 83