
Page 89 - Welder (W&I)- TT - Telugu
P. 89
1 గ్్కంతు మంద్్ధని్న ప�ంచడ్ధనిక్స అదనపు వెల్్డర్ ల్ోహాని్న డిప్యజిట్ పరిహార్యల్ు
చేయండి.
1 నివ్యర్ణ చర్యాల్ు
ఓడు
1 రాగి, క్ాస్టీ ఐరన్, మీడషియం మరియు హ�ై క్ారబెన్ స్ీటీల్సి పెై
వెంటు్ర కల విభజన వెలి్డింగ్ మ్�టల్ లేదా మాతృ లోహం యొక్క పీ్రహీటింగ్ మరియు పో స్టీ హంటింగ్ చేయాలి.
మూలం లేదా మధయే లేదా సుకర్ ముఖం మరియు లోపల
2 తకు్కవ హ�ైడ్ర్రజన్ ఎలక్ోటీరో డ్ ఎంచుక్ోండషి.
ప్రదరి్శ్సుతు ంది. (పటం 8)
3 నెమమాదిగా చలలోబరచడం.
4 తకు్కవ పాస్ లు వాడండషి.
5 సరెసన వెలి్డింగ్ ట�క్్ర్నక్/స్ీక్ెవాన్సి ఉపయోగించండషి.
పగుళ్్ల లు
2 ద్ిదు ్ద బ్యటు చర్యాల్ు
1 అని్న బాహయే పగుళ్లోను తకు్కవ లోతుకు తీసుక్ెళ్లోడానిక్్ర,
పగులు యొక్క లోతు వరకు డెైమండ్ పాయింట్ ఉలిని
ఉపయోగించి V గూ రి ప్ తీసుక్ోండషి మరియు తకు్కవ హ�ైడ్ర్రజన్
ఎలక్ోటీరో డ్ ఉపయోగించి త్రిగి వెలి్డింగ్ (అవసరమ్�ైతే పీ్రహీటింగ్
తో) చేయండషి. పనిని నెమమాదిగా చలలోబరచడం.
క్యర్ణ్ధల్ు[మార్్పచు]
2 అంతరగాత/దాచిన పగుళ్లో క్ొరకు పగుళ్లో లోతు వరకు వెళ్లోండషి
వెలి్డింగ్ కరెంట్ చాలా ఎకు్కవగా ఉంది. తపు్ప ప్ర లారిటీ (లోల). మరియు తకు్కవ హ�ైడ్ర్రజన్ ఎలక్ోటీరో డ్ ఉపయోగించి రీ వెలి్డింగ్
లాంగ్ ఆరగాన్ ఉపయోగించడం. ఆరగాన్ దెబబె. అసమాన ఫ్లోక్సి క్ోట�డ్ (అవసరమ్�ైతే పీ్రహీటింగ్ తో) చేయండషి. పనిని నెమమాదిగా
ఎలక్ోటీరో డ్. చలలోబరచడం.
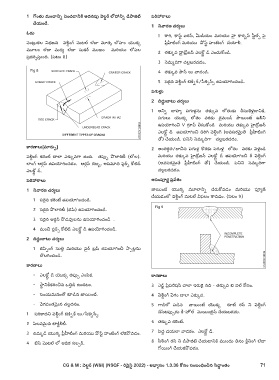
పరిహార్యల్ు అసంపూర్ణో ప్రవేశం
1 నివ్యర్ణ చర్యాల్ు జాయింట్ యొక్క మూలాని్న చేరుక్ోవడం మరియు ఫ్్యయేజ్
చేయడంలో వెలి్డింగ్ మ్�టల్ విఫ్లం క్ావడం. (పటం 9)
1 సరెసన కరెంట్ ఉపయోగించండషి.
2 సరెసన ప్ర లారిటీ (డెస్ి) ఉపయోగించండషి.
3 సరెసన ఆరగాన్ ప్ర డవులను ఉపయోగించండషి .
4 మంచి ఫ్లోక్సి క్ోట�డ్ ఎలక్ోటీరో డ్ ఉపయోగించండషి.
2 ద్ిదు ్ద బ్యటు చర్యాల్ు
1 జిపి్పంగ్ సుత్తు మరియు వెైర్ బ్రష్ ఉపయోగించి సా్పటలోను
తొలగించండషి.
క్యర్ణ్ధల్ు
- ఎలక్ోటీరో డ్ యొక్క తపు్ప ఎంపిక. క్యర్ణ్ధల్ు
- సా్థ నిక్్సకరించిన ఒత్తుడషి ఉండటం. 3 ఎడ్జి పి్రపరేషన్ చాలా ఇరుక్ెస నది - తకు్కవ బె వెల్ క్ోణం.
- సంయమనంతో క్యడషిన జాయింట్. 4 వెలి్డింగ్ వేగం చాలా ఎకు్కవ.
- వేగవంతమ్�ైన చలలోదనం. 5 గాడషిలో పడషిన జాయింట్ యొక్క రూట్ రన్ ని వెలి్డింగ్
చేస్్తటపు్పడ్ల క్్స-హో ల్ మ్�యింట�ైన్ చేయబడదు.
1 సరిక్ాదని వెలి్డింగ్ ట�క్్ర్నక్ లు/స్ీక్ెవాన్సి .
6 తకు్కవ కరెంట్.
2 ప్తలవమ్�ైన టాక్్రటీలిటీ.
7 పెద్ద డయలా వాడకం. ఎలక్ోటీరో డ్.
3 ఉమమాడషి యొక్క పీ్రహీటింగ్ మరియు పో స్టీ హంటింగ్ లేకపో వడం.
8 స్ీలింగ్ రన్ ని డషిపాజిట్ చేయడానిక్్ర ముందు త్నం క్్సలోనింగ్ లేదా
4 బేస్ మ్�టల్ లో అధిక సలఫ్ర్.
గోయింగ్ చేయకపో వడం.
CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.3.36 కోసం సంబంధించిన సిద్్ధ ధా ంతం 71