
Page 225 - Welder (W&I)- TT - Telugu
P. 225
CG & M అభ్్యయాసం 1.8.80 కోసం సంబంధించిన సిద్్ధ ధా ంతం
వెల్్డర్ (W&I) (Welder (W&I)) - వెల్్డంగ్ ల్ యొక్్క న్ధన్-డిస్ట్్రక్ట్ట్వ్ టెసి్ట్ంగ్
నివాస సమయానిని శుభ్రేపరచే ప్పనెటెరేంట లి రకాల్ు (Types of penetrants cleaners dwelling
time)
ల్క్ష్యాల్ు: ఈ పాఠం ముగించే లోపు ఈ క్్రరింది విషయాలు తెలుసుక్ోగలరు
• MPT యొక్్క సూత్్ధ రే నిని పేర్క్కనండి
• పరీక్ష పరేక్టరియను వివరించండి
• పరిమితిని నిర్వచించండి.
అయస్ా్కంత క్ణ పరీక్ష 2 క్ొనిని తనిఖీ ఫారా్మట్ లు చాలా పో ర్ట్బుల్ మరియు తక్ు్కవ
ఖరుచుతో ఉంటాయి
మాగ్నిటిక్ పారి్ట్ క్ల్ ఇన్ సెపెక్షన్ (తరచుగా సంక్ిపతింగా MT లేదా
MPI అనని పైిలుసాతి రు) అనేది ఫైెర్రరిమాగ్నిటిక్ మెటీరియల్స్ యొక్్క 3 సత్వర ఫ్ల్తాలతో వేగవంతమెైన తనిఖీ
ఉపరితలం వదదే లేదా సమీపంలో ఉనని రేఖయా లోపాలను గురితించే
4 నమూనా ఉపరితలంపైెై నేరుగా ఇన్ సెపెక్్ట్ర్ క్ు సూచనలు
నాన్ డిటెక్్ర్ట్వ్ తనిఖీ పద్ధతి.
క్నిపైిసాతి యి.
మాగ్నిటిక్ పారి్ట్ క్ల్ ఇన్ ససెపెన్షన్ ( ఎంపైి3) అనేది అయసా్కంత
5 లోపాలను గురితించగలదు
పదారాథా లలో పగుళ్లలు , రంధారి లు, చలలుని లా్యప్, వెల్్డింగ్ లోల సెైడ్
6 క్రిమరహిత ఆక్ారాలతో భాగాలను తనిఖీ చేయవచుచు (బాహ్్య
వాల్ ఫ్ూ్యజ్ లేక్పో వడం వంటి ఉపరితల విచిఛిననిం మరియు చినని
సక్్లలున్ లు, క్ారి క్ షార్్ట్ లు, క్నెక్ు్ట్ గా రాడ్ లు మొదల�ైనవి)
ఉప-ఉపరితల లోపాలను గురితించడానిక్్ర చాలా పరిభావితమెైన పద్ధతి
మొదల�ైనవి. అయస్ా్కంత క్ణ తనిఖీ యొక్్క పరిమితుల్ు
నమూనా తపపెనిసరిగా ఫైెర్రరిమాగ్నిటిక్ గా ఉండాల్ (ఉదా. స్ర్ట్ల్,
క్ాస్్ట్ ఐరన్)
తనిఖీ చేయడానిక్్ర ముందు సుమారు 0.005” గంటే మందంగా
ఉనని పైెయింట్ తొలగించాల్.
పో స్్ట్ క్్లలునింగ్ మరియు పో స్్ట్ డీమాగనిటెైజేషన్ తరచుగా అవసరం
అవుతుంది
గరిష్ట్ లోతు సునినితత్వం సాధారణ్ంగా 0.100” (పరిపూర్ణ
పరిసిథాతులలో లోతుగా) గా క్ోట్ చేయబడుతుంది
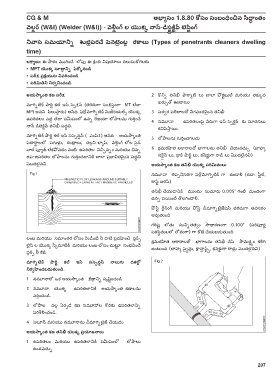
లంబ మరియు సమాంతర లోపం ర్ండింటి న్ దాటి పరివహించే ఫ్లుక్స్
క్రిమరహిత ఆక్ారాలతో భాగాలను తనిఖీ చేసే సామర్ధ్యం క్ల్గి
ల�ైన్ ల యొక్్క స్ర్కమాటిక్ మరియు లంబ లోపం చుటూ్ట్ సంభవించే
ఉంటుంది (బాహ్్య సెై్రలైనులు , క్ారి నా్ష ఫ్్ట్స్, క్నెక్ు్ట్ గా రాడులు మొదల�ైనవి)
ఫ్లుక్స్ ల్ క్ేజీ
మాగ్ననిటిక్ పారి్ట్ క్ల్ ఇన్ సస్పపెన్షన్ న్ధల్ుగు దశ్ల్్ల లి
నిర్వహించబడుతుంద్ి.
1 నమూనాలో ఒక్ అయసా్కంత క్ేతారి నిని సృషి్ట్ంచండి
2 నమూనా యొక్్క ఉపరితలానిక్్ర అయసా్కంత క్ణ్ాలను
వరితించండి.
3 లోపాల వలలు ఏరపెడే క్ణ్ సమూహ్ల క్ొరక్ు ఉపరితలానిని
పరిశీల్ంచండి.
4 సెలూన్ మరియు నమూనాను డీమాగనిటెైజ్ చేయడం
అయస్ా్కంత క్ణ తనిఖీ యొక్్క పరేయోజన్ధల్ు
1 ఉపరితలం మరియు ఉపరితలానిక్్ర సమీపంలో లోపాలు
ఉండవచుచు
207