
Page 196 - Welder (W&I)- TT - Telugu
P. 196
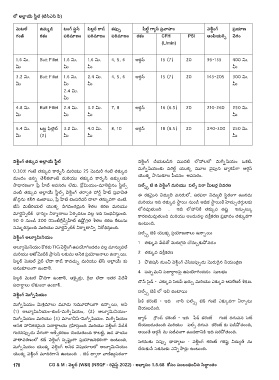
ల్ో అల్ా ్ల యిే సీ్రల్ (టిసిఎస్ పి)
మెటల్ ఉమ్మడి టంగ్ స్రన్ పిల్్లర్ ర్్రడ్ క్ప్ప్ప షీల్్డ గ్రయాస్ పరావ్రహం వెల్్డంగ్ పరాయాణ
గంజ్ ర్క్ం పర్ిమాణం పర్ిమాణం పర్ిమాణం ర్క్ం CFH PSI ఆంపియర్స్ వేగం
(L/min)
1.6 మి. Butt Fillet 1.6 మి. 1.6 మి. 4, 5, 6 ఆర్గన్ 15 (7) 20 95-135 400 మి.
మీ మీ మీ మీ
3.2 మి. Butt Fillet 1.6 మి. 2.4 మి. 4, 5, 6 ఆర్గన్ 15 (7) 20 145-205 300 మి.
మీ మీ మీ మీ
2.4 మి.
మీ
4.8 మి. Butt Fillet 2.4 మి. 3.2 మి. 7, 8 ఆర్గన్ 16 (6.5) 20 210-260 250 మి.
మీ మీ మీ మీ
6.4 మి. బట్ర ఫిలె్ల ట్ 3.2 మి. 4.0 మి. 8, 10 ఆర్గన్ 18 (8.5) 20 240-300 250 మి.
మీ (2) మీ మీ మీ
వెల్్డంగ్ తక్ుక్వ అల్ా ్ల యిే సీ్రల్ వెలిడ్ంగ్ చేయబడిన మొద్ట్ట లోహాలలో మై�గీనిషియం ఒకట్ట.
మై�గీనిషియంకు వరల్డ్ యొకక్ మూల వెైపున బాయుకప్ గా ఆర్గన్
0.30% గంటే తకుక్వ క్ార్బన్ మరియు 25 మై�మరీ గంటే తకుక్వ
యొకక్ సానుకూల పీడనం అవసరం.
మంద్ం ఉనని తేలికలాంట్ట మరియు తకుక్వ క్ార్బన్ ఉకుక్లకు
సాధారణంగా పీ్ర హీట్ అవసరం లేద్ు. క్ోరి మియం-మాలిబిడ్నం సీ్రల్స్ పల్స్స్ టి జి వెల్్డంగ్ మర్ియు పల్స్ పర్్ర మీటర్్ల వివర్ణ
వంట్ట తకుక్వ అలా్ల యిే సీ్రల్స్ వెలిడ్ంగ్ తరా్వత హార్డ్ హీట్ ప్రభావిత
ఈ రకమై�ైన విద్ుయుత్ వనరులో, సరఫ్రా విద్ుయుత్ సిథారంగా ఉండద్ు
జోన్లను కలిగి ఉంటాయి, పీ్ర హీట్ ట�ంపరషేచర్ చాలా తకుక్వగా ఉంటే.
మరియు ఇది తకుక్వ సాథా యి నుండి అధిక సాథా యిక్్ర హెచుచుతగు్గ లకు
బేస్ మై�టీరియల్ యొకక్ వేగవంతమై�ైన శీతల కరణ మరియు
లోనవుతుంది . ఇది లోహానిక్్ర తకుక్వ ఉషణో ఇనుపుటుక్
మారె్రనిస్ట్టక్ ధానయుం నిరామీణాలు ఏరపుడటం వల్ల ఇది సంభ్విసుతి ంది.
క్ారణమవుతుంది మరియు అంద్ువల్ల వక్ీతికరణ ప్రభావం తకుక్వగా
90 0 నుండి 200 0సెంటీగషేరిడీ్రరీహీట్ ఉష్్ణణో గరిత శీతల కరణ రషేటును
ఉంటుంది.
నైెమమీదిసుతి ంది మరియు మారె్రనిస్ట్టక్ నిరామీణానిని నిరోధిసుతి ంది.
పల్స్స్ ట�క్ యొకక్ ప్రయోజనైాలు ఉనైానియి
వెల్్డంగ్ అల్్యయామిన్యం
1 తకుక్వ వేడితో మై�రుగెైన చొచుచుకుప్ణ వడం
అలూయుమినియం క్ొరకు TIG వెలిడ్ంగ్ ఉపయోగించడం వల్ల మానుయువల్
మరియు ఆట్లమైేట్టక్ పా్ర సెస్ లకుమ అనైేక ప్రయోజనైాలు ఉనైానియి. 2 తకుక్వ వక్ీతికరణ
పిల్లర్ మై�టల్ వెైర్ లేదా రాడ్ క్ావచుచు మరియు బేస్ అలా్ల యిే కు 3 పొ జిషన్ నుంచి వెలిడ్ంగ్ చేస్వటపుపుడు మై�రుగెైన నియంత్రణ
అనుకూలంగా ఉండాలి.
4 సననిమని పదారాథా లపెై ఉపయోగించడం సులభ్ం
పిల్లర్ మై�టల్ పొ డిగా ఉండాలి, ఆక్ెైస్డు్ల , గీరిజు లేదా ఇతర విదేశీ
డౌన్ సెైడ్ - ఎకుక్వ సెటప్ ఖ్రుచు మరియు ఎకుక్వ ఆపరషేటర్ శ్క్షణ.
పదారా్ధ లు లేకుండా ఉండాలి.
పల్స్స్ ట�క్ లో ఇవి ఉంటాయి
వెల్్డంగ్ మెగీనిషియం
పీక్ కరెంట్ - ఇది నైాన్ పల్స్స్ ట�క్ గంటే ఎకుక్వగా ఏరాపుటు
మై�గీనిషియం మిశరిమాలు మూడు సమూహాలుగా ఉనైానియి, అవి
చేయబడింది.
(1) అలూయుమినియం-జింక్-మై�గీనిషియం, (2) అలూయుమినియం-
మై�గీనిషియం మరియు (3) మాంగనీస్-మై�గీనిషియం. మై�గీనిషియం బాయుక్ గ్ర రి ండ్ కరెంట్ - ఇది పీక్ కరెంట్ గంటే దిగువన సెట్
అనైేక హానికరమై�ైన పదారాథా లను గరిహిసుతి ంది మరియు వెలిడ్ంగ్ వేడిక్్ర చేయబడుతుంది మరియు పల్స్ దిగువ కరెంట్ కు పడిప్ణ తుంది,
గురనపుపుడు వేగంగా ఆక్ీస్కరణం చెంద్ుతుంది క్ాబట్ట్ర, జడ వాయు అయితే ఆర్గన్ ను సజీవంగా ఉంచడానిక్్ర ఇది సరిప్ణ తుంది.
వాతావరణంలో ట�క్ వెలిడ్ంగ్ సపుష్రంగా ప్రయోజనకరంగా ఉంటుంది,
సెకనుకు పపుపు ధానైాయులు - వెలిడ్ంగ్ కరెంట్ గరిష్ర విద్ుయుత్ ను
మై�గీనిషియం యొకక్ వెలిడ్ంగ్ అనైేక విషయాలలో అలూయుమినియం
చేరుకునైే సెకనుకు ఎనినిసారు్ల ఉంటుంది.
యొకక్ వెలిడ్ంగ్ మాదిరిగానైే ఉంటుంది . ట�క్ దా్వరా వాణిజయుపరంగా
178 CG & M : వెల్్డర్ (W&I) (NSQF - ర్ివెైస్్డ 2022) - అభ్్యయాసం 1.5.68 కోసం సంబంధించిన సిద్్ధ ధా ంతం