
Page 190 - Welder (W&I)- TT - Telugu
P. 190
వివిధ టంగ్ స్రన్ ఎల్కో ్రరో డ్ మిశ్రిమాల్ కొర్క్ు క్ల్ర్ కోడ్ మర్ియు అల్ా ్ల యిే ఎల్మెంట్ ల్ు
AWS వర్ీ్గక్ర్ణ్ధల్ు ర్ంగు* Alloying element మిశ్రిమ ఆక�ైస్డ్ పరాసు తి త ర్క్ం
EWP పచచు కూడా - ఎసు/డెసి
డబూ్ల ్యసీ-2 నైారింజ సెరి యం CeO ఎసు/డెసి
2
ఈడబూ్ల ్యఎల్-1 నలుపు Lantanum La2O ఎసు/డిసి
3
డబూ్ల ్యటీఏ-1 పసుపు థ్రరియం THO DC
2
డబూ్ల ్యటీఏ-2 ఎరుపు థ్రరియం THO DC
2
EWZr-1 పింగళ్మగు జిరోక్నియం ZrO మరియు
2
• ఎలక్ో్రరో డ్ ఉపరితలంపెై ఏ సమయంలోనైెైనైా బాయుండు్ల , చుకక్లు
మొద్లెైన వాట్ట రూపంలో రంగును వరితించవచుచు.
ఎల్కో ్రరో డ్ కొల్తల్ు
టంగ్ స్రన్ ఎలక్ో్రరో డ్ లు 0.5 నుండి 8 మై�మరీ వరకు వివిధ్
వాయుసాలలో లభిసాతి యి. TIG వెలిడ్ంగ్ ఎలక్ో్రరో డ్ ల క్ొరకు ఎకుక్వగా
ఉపయోగించే క్ొలతలు 1.6 - 2.4 - 3.2 మరియు 4 మై�మరీ.
విద్ుయుత్ తీవ్రత ఆధారంగా ఎలక్ో్రరో డ్ యొకక్ వాయుసం
ఎంచుక్ోబడుతుంది, ఏ రకమై�ైన ఎలక్ో్రరో డ్ పా్ర ధానయుత ఇవ్వబడుతుంది
మరియు అది ప్రతాయుమానియ లేదా ప్రతయుక్ష విద్ుయుత్ క్ాదా.
గ�ైైండింగ్ యాంగిల్
TIG వెలిడ్ంగ్ యొకక్ మంచి ఫ్లితానిని పొ ంద్డానిక్్ర ఒక
ముఖ్యుమై�ైన షరతు ఏమిటంటే, టంగ్ స్రన్ ఎలక్ో్రరో డ్ యొకక్
బింద్ువు సరిగా్గ గ్ర రి ండ్ చేయాలి.
ప్రతయుక్ష విద్ుయుత్ మరియు ప్రత్కూల పొ లారిటీతో వెలిడ్ంగ్ చేసినపుపుడు,
ఇరుక్ెైన మరియు లోతెైన చొచుచుకుప్ణ యిే పీ్రఫెైనల్ ను అందించే
సాంద్్ర కృత ఆర్గన్ ను పొ ంద్డం క్ొరకు ఎలక్ో్రరో డ్ బింద్ువు శంఖ్ు
ఆక్ారంలో ఉండాలి.
ఈ క్్రరింది బొ టనవేలు నియమం టంగ్ స్రన్ ఎలక్ో్రరో డ్ యొకక్ వాయుసం
మరియు దాని గ్ర రి ండ్ పాయింట్ యొకక్ పొ డవు మధ్యు సంబంధానిని
సూచిసుతి ంది.
ఒక చినని గుండ్రని క్ోణం ఇరుక్ెైన వరల్డ్ ఫ్్యల్ ను ఇసుతి ంది మరియు
గుండ్రని క్ోణం ఎంత వెడలుపుగా ఉంటే వెలిడ్ంగ్ ఫ్్యల్ వెడలుపుగా
ఉంటుంది (పటం 1).
సూచిక క్ోణం వరల్డ్ యొకక్ చొచుచుకుప్ణ యిే లోతు యొకక్
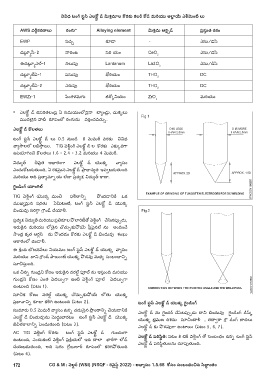
ప్రభావానిని కూడా కలిగి ఉంటుంది (పటం 2). టంగ్ స్రన్ ఎల్కో ్రరో డ్ యొక్క్ గ�ైైండింగ్
సుమారు 0.5 మై�మరీ వాయుసం ఉనని చద్ునైెైన పా్ర ంతానిని చేయడానిక్్ర
ఎలక్ో్రరో డ్ ను గెైైండర్ చేస్వటపుపుడు దాని బింద్ువు గెైైండింగ్ డిస్క్
ఎలక్ో్రరో డ్ బింద్ువును మై�ద్ు్ద బారటం టంగ్ స్రన్ ఎలక్ో్రరో డ్ యొకక్
యొకక్ భ్్రమణ దిశను సూచించాలి , తదా్వరా గ్ర రి డింగ్ జాడలు
జీవితక్ాలానిని పెంచుతుంది (పటం 3).
ఎలక్ో్రరో డ్ కు పొ డవుగా ఉంటాయి (పటం 5, 6, 7).
AC TIG వెలిడ్ంగ్ క్ొరకు టంగ్ స్రన్ ఎలక్ో్రరో డ్ గుండంగా
ఎల్కో ్రరో డ్ పర్ిసి్థత్: పటం 8 ట�క్ వెలిడ్ంగ్ తో సంబంధ్ం ఉనని టంగ్ స్రన్
ఉంటుంది, ఎంద్ుకంటే వెలిడ్ంగ్ ప్రక్్రరియలో ఇది చాలా భారీగా లోడ్
ఎలక్ో్రరో డ్ పరిసిథాతులను చూపుతుంది.
చేయబడుతుంది, అది సగం గో్ల బులార్ రూపంలో కరిగిప్ణ తుంది
(పటం 4).
172 CG & M : వెల్్డర్ (W&I) (NSQF - ర్ివెైస్్డ 2022) - అభ్్యయాసం 1.5.68 కోసం సంబంధించిన సిద్్ధ ధా ంతం