
Page 115 - Welder (W&I)- TT - Telugu
P. 115
CG & M అభ్్యయాసం 1.3.44 కోసం సంబంధించిన సిద్్ధ ధా ంతం
వెల్్డర్ (W&I) (Welder (W&I)) - వెల్్డబిలిటీ ఆఫ్ స్టటీల్స్ (SMAW, I&T)
గాయాస్ బేరాకింగ్, సో ల్్డరింగ్, సూత్ధ రా ల్ు, రకాల్ు, ఫ్్లక్స్ & ఉపయోగాల్ు (Gas welding defects - causes
and remedies)
ల్క్ష్యాల్ు: ఈ పాఠం ముగించే లోపు ఈ క్్రరింది విషయాలు తెలుసుక్ోగలరు
• వివిధ వెలి్డంగ్ ల్్బప్ాల్ను నిరవాచించండి
• గాయాస్ వెలి్డంగ్ ల్్బ ల్్బప్ాల్ను గురి్తంచడం
• ల్్బప్ాల్కు కారణ్ధల్ు మరియు నివారణల్ను వివరించండి.
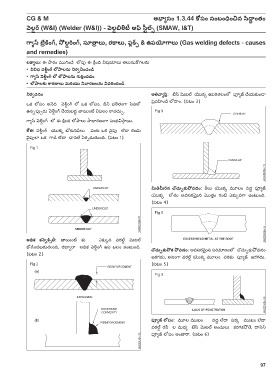
నిరవాచనం అతివాయాపైి్త: బేస్ మై�టల్ యొకకి ఉపరిత్లంలో ఫ్్యయూజ్ చేయకుండా
ప్రవహించే లోహం. (పటం 3)
ఒక లోపం అన్ేది వ్నలి్డంగ్ లో ఒక లోపం, దీని ఫ్లిత్ంగా సేవలో
ఉననిపుపుడు వ్నలి్డంగ్ చేయబడ్డ జాయింట్ విఫ్లం క్ావచు్చ.
గాయూస్ వ్నలి్డంగ్ లో ఈ క్్రరింద లోపాలు సాధారణంగా సంభవిసాతు యి.
కోత: వ్నలి్డంగ్ యొకకి బొ టనవేలు వ్నంట ఒక వ్నైపు లేదా రెండు
వ్నైపులా ఒక గాడి లేదా ఛానల్ ఏరపుడుత్్తంది. (పటం 1)
మితిమీరిన చ్కచుచుకుప్ో వడం: క్్సలు యొకకి మూలం వద్ద ఫ్్యయూజ్
యొకకి లోత్్త అవసరమై�ైన మొత్తుం గంటే ఎకుకివగా ఉంటుంది.
(పటం 4)
అధిక కనెవాకిస్టీ: జాయింట్ కు ఎకుకివ వరల్్డ మై�టల్
జోడించబడుత్్తంది, త్దావేరా అధిక వ్నలి్డంగ్ ఉప బలం ఉంటుంది.
చ్కచుచుకుప్ో క ప్ో వడం: అవసరమై�ైన పరిమాణంలో చొచు్చకుపో వడం
(పటం 2)
జరగదు, అనంగా వరల్్డ యొకకి మూలం వరకు ఫ్్యయూజ్ జరగదు.
(పటం 5)
ఫ్యయాజ్ ల్్బపం: మూల ముఖం వద్ద లేదా పకకి ముఖం లేదా
వరల్్డ రన్ ల మధయూ బేస్ మై�టల్ అంచులు కరగకపో తే, దానిని
ఫ్్యయూజ్ లోపం అంటారా. (పటం 6)
97