
Page 307 - Sheet Metal Worker -TT- TELUGU
P. 307
vi ట్యల్ డా్ర గ్ కు వయుత్ర్ేకంగా వర్్క పీస్ కు హో ల్్డింగ్ అవసరం ii) బ్మ్ శక్్ర్తని కర్ిగించడం మ్ర్ియు ఊద్డం వలలో ఉప్ర్ితలం
లేద్్య, మ్ర్ియు వర్్క-హో ల్్డింగ్ డిమ్ాండ్ లు క్ేవలం లొక్ేటింగ్ కర్ిగిప్ల తుంది మ్ర్ియు జడ వాయువు యొక్క జెట్ కత్్తర్ించిన
పాత్రకు ప్ర్ిమితం చేయబడతాయ్. పా్ర ంతం న్యండి కర్ిగిప్ల తుంది.
vii మెత్తటి, ప్టళ్ళస్టైన, మ్ృద్్యవెైన లేదా కఠినమెైన ప్దార్ాథి లన్య iii) రియాక్రటెవ్ గ్్యయాస్ లో మండడం:
దాదాప్ు సమ్ానంగా కత్్తర్ించడం స్ాధయుమే . iv) బ్మ్ శక్్ర్త క్్రండిలోంగ్ ఉష్్ల్ణ గరితకు ప్దార్ాథి నిని వేడి చేస్య్త ంది, ఇది
viii ఇది ఎలాంటి కటింగ్ బలాలు లేని నాన్ క్ాంటాక్టె ప్ద్ధిత్ మ్ర్ియు ర్ియాక్్రటెవ్ గాయుస్ జెటలోలో మ్ండుతుంది; (ii) వలె జెట్ కూడా డ్య్రస్
క్ాలో త్, రబబుర్, తుప్ు్ప ప్టిటెన క్ార్్డి బో ర్్డి వంటి స్ౌకరయువంతమెైన న్య క్్రలోయర్ చేస్య్త ంది.
ప్దార్ాథి లన్య కత్్తర్ించడానిక్్ర అన్యవెైనది . v) ఉష్్ణ ఒత్్తడి ప్గుళ్ళలో లేదా నియంత్్రత విచిఛాననిం - బ్మ్ శక్్ర్త
ప్టళ్ళస్టైన ప్దారథింలో ఉష్్ణ క్ేతా్ర నిని ఏర్పరుస్య్త ంది. ఉదా.
ix ఇది దిశారహితమెైనది; అంద్్యవలలో, ఇది అనిని దిశలలో
ప్గులున్య ఏ దిశలోనెైనా గెైడ్ చేసే విధంగా గాలో స్ ఉంటుంది.
సమ్ానంగా కత్్తర్ించబడుతుంది మ్ర్ియు దీనిని ఎక్కడెైనా
పా్ర రంభించవచ్యచు. vi) సి్రరిబ్ లు ంగ్: బెలలోండ్ కట్ న్య స్టటెరిస్ ర్ెైజర్ గా ఉప్యోగిస్ా్త రు, ఇది
చెక్్ర్కన ర్ేఖల వెంట యాంత్్రక స్ానిపింగ్ న్య అన్యమ్త్స్య్త ంది.
x బెలలోండ్ కట్స్ చేయవచ్యచు .
ఈ ఐద్్య యంతా్ర ంగాలన్య వేరు చేసేది ఏమిటంటే , వేడి తరువాత
xi ఇతర ప్ద్ధితులతో ప్ల ల్సే్త కటింగ్ సీ్పడ్ ఎకు్కవగా ఉంటుంది.
ఎలా జతచేయబడుతుంది మ్ర్ియు వర్్క పీస్ ప్టై దాని ప్్రభావాలు.
xii ఒక లేజర్ న్యంచి మ్లీటె సేటెష్న్ ఆప్ర్ేష్న్యలో స్ాధయుమే. ఇది
విమ్ాన ప్ర్ిశరిమ్ క్ోసం ట�ైటానియంన్య కత్్తర్ించడంలో లేజరులో
నూయుమ్ర్ికల్ కంట్ర్ర ల్ దావార్ా స్యలభ్ంగా ఆట్రమేట�డ్ అవుతుంది.
మ్ుఖయుంగా విజయవంతమ్యాయుయ్. లేజరలోన్య ఉప్యోగించడానిక్్ర
కట్ చేసిన అంచ్యలన్య నేరుగా వెల్్డింగ్ చేసే అవక్ాశం ఉంది. మ్ుంద్్య, ఈ కష్టెమెైన ప్దార్ాథి నిని పాలో స్ా్మ ఆర్్ల్తతో కత్్తర్ించారు.
ఐద్్య వేర్ేవారు మ్ార్ాగె లు ఉనానియ్, వీటిలో వివిధ ప్దార్ాథి లన్య ఇది ఒక వెడలా్పటి క్ెర్ఫ్ మ్ర్ియు వెడలా్పటి HAZని ఉత్పత్్త
కత్్తర్ించడానిక్్ర లేజరుని ఉప్యోగించవచ్యచు. చేసింది, దీనిని యంత్రం చేయవలసి వచిచుంది. లేజర్ కటింగ్ న్యండి
ఇరుక్ెైన HAZ అంచ్య ఉప్ర్ితలానిని శుభ్్రం చేయడానిక్్ర కనీస ప్ల స్టె
i) బ్యషీపాభవనం - బ్మ్ శక్్ర్త ఉప్ర్ితలానిని దాని మ్రుగుతునని
మెషినింగ్ ద్శ అవసరం. మెటల్ కటింగ్ ట�క్్రనిక్ ల యొక్క ప్ల ల్క
బింద్్యవు న్యండి ప్టైక్్ర వేడి చేస్య్త ంది, మ్ర్ియు ప్దారథిం ఆవిర్ిగా
టేబుల్ 1లో ఇవవాబడింది. పాలో స్ా్మ ఆర్్క లేదా ఆక్్రస్ఎసిటిలీన్ కటింగ్
వెళిలోప్ల తుంది మ్ర్ియు విసర్ిజ్ంచబడుతుంది.
కంటే లేజర్ కటింగ్ చాలా ప్్రభావవంతంగా ఉంటుంది.
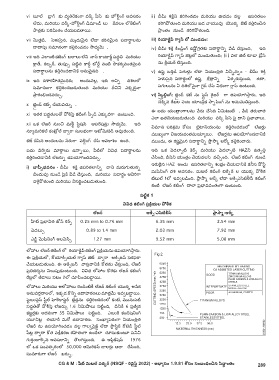
ప్ట్టటెక్ 1
వివిధ క్ట్టంగ్ ప్రాక్రరియల ప్ో ల్క్
లేజర్ ఆక్సస్-ఎసిట్టల్న్ ప్్య లు స్్య్మ-ఆర్్క
హీట్ ప్్రభావిత జోన్ క్ెర్ఫ్ 0.25 mm to 0.76 mm 6.35 mm 2.54 mm
వెడలు్ప 0.89 to 1.4 mm 2.03 mm 7.92 mm
ఎడ్జ్ మెషినింగ్ అలవెన్స్ 1.27 mm 9.52 mm 5.08 mm
లోహాల లేజర్ కటింగ్ లో ర్ియాక్్రటెవ్ కటింగ్ ప్్రక్్రరియన్య ఉప్యోగిస్ా్త రు.
ఈ ప్్రక్్రరియలో, క్ోయాక్్రస్యల్ గాయుస్ జెట్ దావార్ా ఆక్్రస్జన్ సరఫ్ర్ా
చేయబడుతుంది. ఈ ఆక్్రస్జన్ వాస్తవానిక్్ర క్ోతన్య చేస్య్త ంది, లేజర్
ప్్రత్చరయున్య నిలుప్ుకుంటుంది. వివిధ లోహాల క్ొరకు లేజర్ కటింగ్
ర్ేటలోలో తేడాలు ప్టం 2లో చూపించబడా్డి య్.
లోహాలు మ్ర్ియు అలోహాలు ర్ెండింటిక్ీ లేజర్ కటింగ్ యొక్క అనేక
అన్యవర్తనాలలో, ఇక్కడ క్ొనిని ఉదాహరణలు మ్ాత్రమే ఇవవాబడా్డి య్.
స్టటెయ్నెలోస్ సీటెల్ హెల్క్ాఫ్టెర్ బేలోడలోన్య కత్్తర్ించడంలో కంటే, మ్ున్యప్టి
ప్ద్ధిత్తో ప్ల ల్సే్త లేజరు్క 1.6 నిమిష్ాలు ప్టిటెంది, దీనిక్్ర 6 ప్్రతేయుక
కటటెరలోకు అద్నంగా 35 నిమిష్ాలు ప్టిటెంది. ఎయ్ర్ కండిష్నింగ్
యూనిటలో తయార్ీ మ్ర్్ల ఉదాహరణ. సంఖాయుప్రంగా నియంత్్రత
లేజర్ న్య ఉప్యోగించడం వలలో గాలవానెైజ్్డి లేదా పాలో సిటెక్ క్ోట�డ్ సీటెల్
షీటలో దావార్ా క్ోత వక్ీరికరణ రహితంగా ఉండేలా చూస్యకుంట్య ప్నిని
గుర్ి్తంచాల్స్న అవసర్ానిని తొలగిస్య్త ంది. ఈ అపిలోక్ేష్న్ 1976
లో ఒక సంవతస్రంలో 50,000 అమెర్ికన్ డాలరులో ఆదా చేసింది,
స్యమ్ారుగా లేజర్ ఖరుచు.
CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివెైస్్డి 2022) - అభ్్యయాసం 1.9.81 కోసం సంబంధించిన సిద్్ధ ధా ంతం 289