
Page 282 - Sheet Metal Worker -TT- TELUGU
P. 282
ప్్రరా జెక్షన్ వెల్్డింగ్: పొ్ర జెక్షన్ వెల్్డింగ్ అనేది స్ా్పట్ వెల్్డింగ్ న్య ద్గగెరగా
ప్ల ల్ ఉండే ర్ెసిస్టటెన్స్ వెల్్డింగ్ ప్్రక్్రరియ దావార్ా భాగాలన్య కలప్డం .
నిర్ా్మణ సభ్ుయులకు ఫాస్టటెనరలోన్య జతచేయడంలో ఈ రకమెైన వెల్్డింగ్
విస్తృతంగా ఉప్యోగించబడుతుంది.
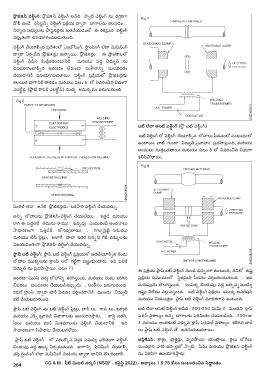
వెల్్డింగ్ చేయాల్స్న ప్్రదేశంలో ఎంబో సింగ్, స్ాటె ంపింగ్ లేదా మెషినింగ్
దావార్ా ఏర్పడిన పొ్ర జెక్షన్యలో ఉనానియ్. పొ్ర జెక్షన్యలో ఈ పా్ర ంతాలలో
వెల్్డింగ్ వేడిని క్ేందీ్రకర్ించడానిక్్ర మ్ర్ియు ప్టద్్ద విద్్యయుత్ న్య
ఉప్యోగించాల్స్న అవసరం లేకుండా సంలీనానిని స్యలభ్తరం
చేయడానిక్్ర ఉప్యోగప్డతాయ్. వెల్్డింగ్ ప్్రక్్రరియలో పొ్ర జెక్షనలోన్య
కలయ్క భాగానిక్్ర తాకడం మ్ర్ియు ప్టం 6 లో వివర్ించిన విధంగా
ఎలక్ోటెరో డలో (ఫ్ాలో ట్ క్ాప్ర్ ఎలక్ోటెరో డ్) మ్ధయు అమ్రచుడం జరుగుతుంది.
బట్ లేద్్ధ అస్టట్ వెల్్డింగ్ (స్్లలో బట్ వెల్్డింగ్)
బట్ వెల్్డింగ్ లో వెల్్డింగ్ చేయాల్స్న లోహాలు పీడనంలో సంబంధంలో
ఉంటాయ్. వాటి గుండా విద్్యయుత్ ప్్రవాహం ప్్రవహిస్య్త ంది, మ్ర్ియు
అంచ్యలు మెత్తబడతాయ్ మ్ర్ియు ప్టం 8 లో వివర్ించిన విధంగా
కల్సిప్ల తాయ్.
సింగిల్ లేదా అనేక పొ్ర జెక్షనలోన్య ఒక్ేస్ార్ి వెల్్డింగ్ చేయవచ్యచు.
అనిని లోహాలన్య పొ్ర జెక్షన్-వెల్్డింగ్ చేయలేమ్ు. ఇత్తడి మ్ర్ియు
ర్ాగి ఈ ప్ద్ధిత్క్్ర తమ్న్య తామ్ు ఇవవావు ఎంద్్యకంటే అంచనాలు
స్ాధారణంగా ఒత్్తడిక్్ర లోనవుతాయ్ . గాలవానెైజ్్డి ఇన్యమ్ు
మ్ర్ియు టిన్ పేలోటులో , అలాగే చాలా ఇతర సననిని గేజ్ ఉకు్కలన్య
విజయవంతంగా పొ్ర జెక్షన్-వెల్్డింగ్ చేయవచ్యచు.
ఫ్్య లు ష్ బట్ వెల్్డింగ్: ఫ్ాలో ష్ బట్ వెల్్డింగ్ ప్్రక్్రరియలో జతచేయాల్స్న ర్ెండు
లోహాల మ్ుక్కలన్య క్ాలో ంప్ లలో గటిటెగా ప్టుటె కుంటారు, ఇవి ప్నిక్్ర
విద్్యయుత్ న్య ప్్రవహిస్ా్త య్. ప్టం 7)
ఈ ప్్రక్్రరియ ఫ్ాలో ష్ బట్ వెల్్డింగ్ న్యండి భిననింగా ఉంటుంది, దీనిలో ఉష్్ణ
అంతటా మెర్ిసే చరయు లోహానిని కర్ిగిస్య్త ంది, మ్ర్ియు ర్ెండు కర్ిగిన ప్్రక్్రరియ సమ్యంలో సిథిరమెైన పీడనం వర్ి్తంచబడుతుంది , ఇది
చివరలు బలవంతం చేయబడినప్ు్పడు , సంలీనం జరుగుతుంది. మెరుప్ున్య తొలగిస్య్త ంది. సంప్ర్క బింద్్యవు వద్్ద ఉత్పననిమ్య్్యయు
కదిలే క్ాలో ంప్ దావార్ా భార్ీ పీడనం వర్ి్తంచడానిక్్ర మ్ుంద్్య విద్్యయుత్ ఉష్్ణం నిర్్లధం వలలో వస్య్త ంది. బట్ వెల్్డింగ్ ప్్రక్్రరియ యొక్క ఆప్ర్ేష్న్
కట్ చేయబడుతుంది. మ్ర్ియు నియంత్రణ ఫ్ాలో ష్ బట్ వెల్్డింగ్ మ్ాదిర్ిగానే ఉంటుంది.
ఫ్ాలో ష్ బట్ వెల్్డింగ్ న్య బట్-వెల్్డింగ్ పేలోటులో , బార్ లు, ర్ాడ్ లు, ట్యయుబ్ బట్ లేదా అస్టట్ వెల్్డింగ్ అనేది 200-250 మిమీ 2 మించని క్ారి స్
మ్ర్ియు ఎక్స్ ట్య్ర డెడ్ విభాగాలకు ఉప్యోగిస్ా్త రు. క్ాస్టె ఐరన్, స్టక్షన్ వెైశాలయుం ఉనని భాగాలకు ప్ర్ిమితం చేయబడింది. 250mm
సీసం మ్ర్ియు జింక్ మిశరిమ్ాలన్య వెల్్డింగ్ చేయడానిక్్ర ఇది 2 మ్ర్ియు అంతకంటే ఎకు్కవ క్ారి స్-స్టక్షనల్ వెైశాలయుం కల్గిన బార్
స్ాధారణంగా సిఫారస్య చేయబడలేద్్య. లు ఫ్ాలో ష్ బట్ వెల్్డింగ్ తో జతచేయబడతాయ్.
ఫ్ాలో ష్ బట్ వెల్్డింగ్ లో ఎద్్యర్ొ్కనే ఏక్ెైక సమ్సయు ఫ్ల్తంగా వెల్్డింగ్ అపిలుకేషన్: క్ారులో , టా్ర కటెరులో , వయువస్ాయ యంతా్ర లు, ర్ెైలు బో గీలు
బింద్్యవు వద్్ద ఉబుబు ఏర్పడుతుంది. భాగానిని ఫ్ినిషింగ్ చేయాల్స్ మొద్లెైన వాటి ఉత్పత్్తలో స్ా్పట్, సీమ్ మ్ర్ియు పొ్ర జెక్షన్ వెల్్డింగ్
వసే్త గెైైండింగ్ లేదా మెషినింగ్ చేయడం దావార్ా దానిని తొలగించాల్. న్య విర్ివిగా ఉప్యోగిస్ా్త రు.
264 CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివెైస్్డి 2022) - అభ్్యయాసం 1.9.75 కోసం సంబంధించిన సిద్్ధ ధా ంతం