
Page 222 - Sheet Metal Worker -TT- TELUGU
P. 222
తవ్వుతున్న కటింగ్ స్పీడ్్ స్్ల్పండిల్ వేగానిని దగగ్రలో అందుబైాటులో ఉనని తకు్కవ పర్ిధ్ధకి
మెటీరియల (మీ/న్మిషం) స్�ట్ చేయడ్ం ఎలలోపు్పడ్్క మంచిద్్ధ. ఎంప్్లక చేయబైడ్డ్ స్్ల్పండిల్
HSS డ్ిరాల్ తో స్ీ్పడ్ 300 RPM.
అలూ్యమినియం 70 - 100
డి్రల్స్ యొక్క వా్యస్ానిని బైటిట్ RPM మారుతుంద్్ధ. కటింగ్ స్ీ్పడ్
ఇతతుడి 35 - 50
ఒకేలా ఉంటుంద్్ధ , ప్�ద్ద డ్యామీటర్ డి్రల్స్ తకు్కవ ఆర్ ప్్లఎమ్
కంచు (భాస్వారం) 20 - 35 కలిగి ఉంటాయి మర్ియు చినని డ్యామీటర్ డి్రల్స్ అధ్ధక ఆర్ ప్్లఎమ్
కాస్ట్ ఐరన్ (బై్రడిద) 25 - 40 కలిగి ఉంటాయి.
ర్ాగి 35 - 45 స్్లఫారుస్ చేయబైడిన కోత వేగాలు వాస్తువ ప్రయోగాల ద్ావార్ా మాత్రమైే
ఉకు్క (మీడియం) 20 - 30 స్ాధ్ధంచబైడ్తాయి
కారబున్/మై�ైల్డ్ స్ీట్ల్)
స్ీట్ల్ (అలాలో య్, హెై
ట�నిస్ల్) 5 - 8
థర్్లమాస్�టింగ్ పాలో స్్లట్క్
(ర్ాప్్లడి కారణంగా 20 - 30
తకు్కవ వేగం)
లక్షణాలు)
డ్ిరాలిలుంగ్ లో ఫీడ్ (Feed in drilling)
లక్ష్యాలు: ఈ పాఠం చివర్్లలో మీరు వీటిని చేయగలుగుతారు
• ఫీడ్ అంటే ఏమిటో పేర్క్కనండ్ి
• సమర్థివంతమెైన ఫీడ్ కు ద్ోహద్పడ్ే క్రర్క్రలను పేర్క్కనండ్ి.
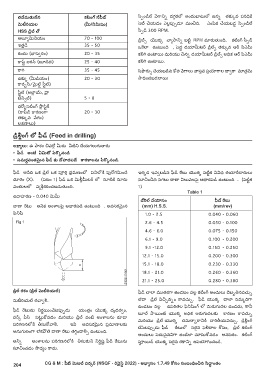
ఫీడ్ అనేద్్ధ ఒక డి్రల్ ఒక పూర్ితు భ్రమణంలో పనిలోకి పుర్్లగమించే ఇక్కడ్ ఇవవాబైడిన ఫీడ్ ర్ేటు యొక్క పటిట్క వివిధ తయార్ీద్ారులు
ద్కరం (X). (పటం 1) ఫీడ్ ఒక మిలీలోమీటర్ లో న్కటికి న్కరు స్్కచించిన స్గటు ద్ాణా విలువలప్�ై ఆధారపడి ఉంటుంద్్ధ . (పటిట్క
వంతులలో వ్యకీతుకర్ించబైడ్ుతుంద్్ధ. 1)
Table 1
ఉద్ాహరణ - 0.040 మిమీ
డ్్ర్ిల్ వ్య్రసం ఫ్ీడ్్ ర్ేటు
ద్ాణా ర్ేటు అనేక అంశ్ాలప్�ై ఆధారపడి ఉంటుంద్్ధ . అవస్రమై�ైన (mm) H.S.S. (mm/rev)
ఫ్లనిష్ 1.0 - 2.5 0.040 - 0.060
2.6 - 4.5 0.050 - 0.100
4.6 - 6.0 0.075 - 0.150
6.1 - 9.0 0.100 - 0.200
9.1 -12.0 0.150 - 0.250
12.1 - 15.0 0.200 - 0.300
15.1 - 18.0 0.230 - 0.330
18.1 - 21.0 0.260 - 0.360
21.1 - 25.0 0.280 - 0.380
డ్ిరాల్ ర్కం (డ్ిరాల్ మెటీరియల్)
ఫీడ్ చాలా ముతకగా ఉండ్టం వలలో కటింగ్ అంచులు ద్ెబైబుత్నవచుచి
మై�టీర్ియల్ తవావాలి. ల్వద్ా డి్రల్ విచి్ఛననిం కావచుచి. ఫీడ్ యొక్క చాలా న�మమాద్్ధగా
ఉండ్టం వలలో ఉపర్ితల ఫ్లనిష్లంగ్ లో మై�రుగుదల ఉండ్దు, కానీ
ఫీడ్ ర్ేటును నిరణాయించేటపు్పడ్ు యంత్రం యొక్క దృఢతవాం,
ట్రల్ పాయింట్ యొక్క అధ్ధక అరుగుదలకు కారణం కావచుచి
వర్్క ప్ీస్ పటుట్ కోవడ్ం మర్ియు డి్రల్ వంటి అంశ్ాలను కూడా
మర్ియు డి్రల్ యొక్క చమతా్కర్ానికి ద్ార్ితీయవచుచి. డి్రలిలోంగ్
పర్ిగణనలోకి తీస్ుకోవాలి. ఇవి అవస్రమై�ైన ప్రమాణాలకు
చేస్ేటపు్పడ్ు ఫీడ్ ర్ేటులో స్ర్�ైన ఫలితాల కోస్ం, డి్రల్ కటింగ్
అనుగుణంగా ల్వకపో తే ద్ాణా ర్ేటు తగిగ్ంచాలిస్ ఉంటుంద్్ధ.
అంచులు పదున�ైనవిగా ఉండేలా చ్కస్ుకోవడ్ం అవస్రం. కటింగ్
అనిని అంశ్ాలను పర్ిగణనలోకి తీస్ుకుని నిర్ి్దష్ట్ ఫీడ్ ర్ేటును ఫ్ూ లో యిడ్ యొక్క స్ర్�ైన రకానిని ఉపయోగించండి.
స్్కచించడ్ం స్ాధ్యం కాదు.
204 CG & M : షీట్ మెటల్ వర్్కర్ (NSQF - రివ�ైస్డ్ 2022) - అభ్్యయాసం 1.7.49 కోసం సంబంధించిన సిద్్ధ ధా ంతం