
Page 343 - Fitter - 1st Year TP Telugu
P. 343
జాబ్ క్్రమ్ం (Job Sequence)
• ద్్వని పరిమాణం కోసం ముడి పద్్వర్యథూ నిని తనిఖీ చేయండి. • 3 మిమీ వ్్యయాస్యర్యథూ నిని ఏర్పరచండి∅ముగింపు ముఖంలో 25
మిమీ x వ్�డలు్ప 30 మిమీ. చేయండి
• చక్ వ్�లుపల 75 మిమీ ఉండేలా 3 దవడ చక్ లో జాబ్ ను
పట్టటు కోండి. • జాబ్ ని రివర్స్ చేసి పట్టటు కోండి∅మూడు దవడ చక్ లోపల 30
మిమీ x వ్�డలు్ప 32 మిమీ చక్ వ్�లుపల 40 మిమీ పొ డవును
• స్యధనై్వనిని సరెైన మధయా ఎతుతు కు స�ట్ చేయండి.
ఉంచుతుంద్ి మరియు పనిని నిజం చేసుతు ంద్ి.
• సరెైన సి్పండిల్ R.P.Mని ఎంచుకుని స�ట్ చేయండి.
• ∅45mm x 40mm పొ డవు గ్య తిప్పండి
• ముందుగ్య ఒక వ్�ైపు ముఖం చేసి, బయట్ట వ్్యయాస్యనిని
• 2mm వ్�డలు్ప విడిపో యిే స్యధనై్వనిని సరెైన మధయా ఎతుతు కు స�ట్
తిప్పండి∅స్యధయామయిేయా గరిషటు పొ డవు కోసం 45 మిమీ.
చేయండి
• ∅జాబ్ డ్వరూ యింగ్ లో చ్యపైిన విధంగ్య 30 మిమీ x 32 మిమీ
• పలో ం జ్ కట్ ప ద్ధ తిని ఉపయోగించి జా బ్ లో భాగం
పొ డవు గ్య తిప్పండి
చేసుకోండి∅ముగింపు ముఖం నుండి 45 mm x వ్�డలు్ప 8mm.
• ∅25 mm x 30 mm పొ డవు గ తిప్పండి
• మొతతుం పొ డవు 92 మిమీ వరకు మరొక చివరను ఎదుర్ల్కండి.
• అండర్ కట్ టూల్, రేడియస్ టూల్ ను సరెైన మధయా ఎతుతు కు స�ట్
• చ్వంఫరింగ్ స్యధనై్వనిని సరెైన మధయా ఎతుతు కు స�ట్ చేయండి.
చేయండి మరియు ద్్వనిని గట్టటుగ్య పట్టటు కోండి.
• ∅3x45°కి 45mm మూల గ్య ఛ్వంఫర్ చేయండి
• ముగింపు ముఖం నుండి 30 mm మరియు 62mm వదదు 2 mm
• పదునై�ైన అంచుని తీసివ్ేయండి.
లోతు x 2 mm వ్�డలు్పతో చదరపు గ్యడిని ఏర్పరచండి.
• కొలతలు తనిఖీ చేయండి.
సికిల్ సీక్్వవెన్స్ (Skill Sequence)
వివిధ వ్యయాస్యల టరినింగ్ దశలు (Turning steps of different diameters)
లక్ష్యాలు: ఇద్ి మీకు సహాయం చేసుతు ంద్ి
• ష్యఫ్్ట ప�ర ఖచి్చతమెైన పొ డవు క్ోసం వివిధ వ్యయాస్యల దశలను తిపపిండి.
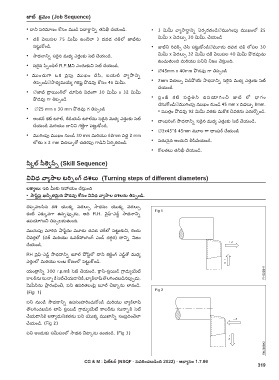
తిప్పవలసిన దశ యొక్క వ్�డలు్ప స్యధనం యొక్క వ్�డలు్ప
కంటే ఎకు్కవగ్య ఉననిపు్పడు, అద్ి R.H. నై�ైఫ్-ఎడ్జ్ స్యధనై్వనిని
ఉపయోగించి తిప్పబడుతుంద్ి.
మునుపు మారిన ష్యఫ్టు ను మూడు దవడ చక్ లో పట్టటు కుని, రెండు
చివరలోలో (చక్ మరియు ఓవర్ హాంగింగ్ ఎండ్ దగ్గర) ద్్వనిని నిజం
చేయండి.
RH నై�ైఫ్-ఎడ్జ్ స్యధనై్వనిని టూల్ పో స్టు లో ద్్వని కట్టటుంగ్ ఎడ్జ్ తో మధయా
ఎతుతు లో మరియు లంబ కోణంలో పట్టటు కోండి.
యంత్వరూ నిని 300 r.p.mకి స�ట్ చేయండి. క్యరి స్-సలోయిడ్ గ్య రి డుయాయిేట్
క్యలర్ ను సునై్వనికి స�ట్ చేయడ్వనికి, బాయాక్ లాష్ తొలగించబడినపు్పడు,
మెష్టన్ ను ప్యరూ రంభించి, పని ఉపరితలంపై�ై టూల్ చిటా్కను త్వకండి.
(Fig 1)
పని నుండి స్యధనై్వనిని ఉపసంహ్రించుకోండి మరియు బాయాక్ లాష్
తొలగించబడిన టాప్ సలోయిడ్ గ్య రి డుయాయిేట్ క్యలర్ ను సునై్వనికి స�ట్
చేయడ్వనికి అత్వయాధునికతను పని యొక్క ముఖానిని సంపరూద్ించేలా
చేయండి. (Fig 2)
పని అంచుకు సమీపంలో స్యధన చిటా్కను ఉంచండి. (Fig 3)
CG & M : ఫిట్్టర్ (NSQF - సవరించబడింది 2022) - అభ్్యయాసం 1.7.96
319