
Page 234 - Fitter - 1st Year TP Telugu
P. 234
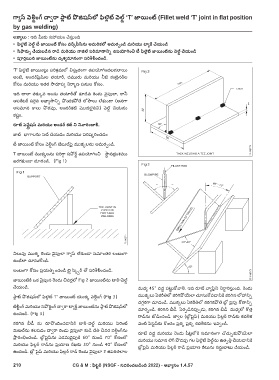
గ్యయాస్ వెలిడ్ంగ్ ద్్వవార్య ఫ్్య లా ట్ పొ జిష్న్ లైో ఫిలై� లా ట్ వెల్డ్ ‘T’ జాయింట్ (Fillet weld ‘T’ joint in flat position
by gas welding)
లైక్ష్యాలైు : ఇది మీక్ు స్హాయం చేస్ుతు ంది
∙ ఫిలై� లా ట్ వెల్డ్ టీ జాయింట్ క్ోసం వర్క్ ప్కస్ న్్య అమరిక్లైో అమర్చండి మరియు ట్యయాక్ చ్్చయండి
∙ స్ిఫ్్యరుస్ చ్్చయబడిన్ ర్యడ్ మరియు న్వజిల్ పరిమాణ్వని్న ఉపయోగించి టీ ఫిలై� లా ట్ జాయింట్ న్్య వెల్డ్ చ్్చయండి
∙ పూరతుయిన్ జాయింట్ న్్య ద్ృశయామాన్ంగ్య పరిశీలించండి.
‘T’ ఫైిలెలా ట్ జాయింట్టలా పరిశ్రీమలో విస్తుృతంగ్య ఉపయోగించబ్డతాయి
అంటే, అండర్ ఫై్ల్రమ్ ల తయార్ర, చమురు మరియు నీట్ట క్ంటెైనర్ ల
క్టస్ం మరియు ఇతర స్్యరూపయా న్ర్యమిణ పనుల క్టస్ం.
ఇది చాలా తక్ుక్వ అంచు తయార్రతో క్ూడిన రెండు వ్�ైపులా, క్యనీ
ఆపరేటర్ స్రెైన అభాయాస్్యన్ని ప్ొ ంద్క్ప్ో తే లోప్్యలు లేక్ుండా (అనగ్య
అస్మాన క్యలు ప్ొ డవు, అండర్ క్ట్ మొద్లెైనవి) వ్�ల్్డి చేయడం
క్షటీం.
రూట్ ప్టనే్టరెష్న్ మరియు అండర్ క్ట్ ని నివ్యరించ్్వలి.
జాబ్ భాగ్యలను స్�ట్ చేయడం మరియు పరిషక్రించడం
టీ జాయింట్ క్టస్ం వ్�లి్డింగ్ టేబ్ుల్ ప�ై ముక్క్లను అమరచుండి.
T జాయింట్ ముక్క్లను స్రిగ్యగి స్ప్ో ర్టీ ఉపయోగించి స్్య్థ నభ్్రంశ్ము
జరగక్ుండా చూడండి. (Fig 1)
న్లువు ముక్క్ రెండు వ్�ైపులా గ్యయాప్ లేక్ుండా స్మాంతర లంబ్ంగ్య
ఉండేలా చూస్ుక్టండి.
లంబ్ంగ్య క్టస్ం ప్రయతినించండి టెైై స్్లక్వేర్ తో పరిశీలించండి.
జాయింట్ కి ఒక్ వ్�ైపున రెండు చివరలాలో Fig 2 జాయింట్ ను టాక్-వ్�ల్్డి
చేయండి. మధయా 45° వద్దు పట్టటీ క్టవ్్యలి. ఇది రూట్ వ్్యయాపితున్ న్ర్య్ధ రిస్ుతు ంది. రెండు
ఫ్్యలా ట్ ప్ొ జిషన్ లో ఫైిలెలా ట్ ‘T’ జాయింట్ యొక్క్ వ్�లి్డింగ్ (Fig 3) ముక్క్లు ఏక్ర్రతిలో క్రిగిప్ో యిేలా చూస్ుక్టవడాన్కి క్రిగిన లోహాన్ని
ద్గగిరగ్య చూడండి. ముక్క్లు ఏక్ర్రతిలో క్రగక్ప్ో తే బ్్లలా ప�ైపు క్టణాన్ని
ట్టలిటీంగ్ మరియు స్ప్ో రిటీంగ్ దావార్య టాయాక్్డి జాయింట్ ను ఫ్్యలా ట్ ప్ొ జిషన్ లో
మారచుండి. క్రిగిన బీడీ ఏరపుడినపుపుడు, క్రిగిన బీడీ మధయాలో కొతతు
ఉంచండి. (Fig 3)
ర్యడ్ ను జోడించండి. జావాల (బ్్లలా ప�ైప్) మరియు ఫైిలలార్ ర్యడ్ క్ు క్ద్లిక్
క్రిగిన బీడీ ను రూప్ొ ందించడాన్కి టాక్-వ్�ల్్డి మరియు ప్లరెంట్ వంట్ట పిస్టీన్ క్ు కొంచ�ం ప్రక్క్ ప్రక్క్ క్ద్లిక్ను ఇవవాండి.
మెటల్ ను క్లపడం దావార్య రెండు వ్�ైపులా క్ుడి చేతి చివర వ్�లి్డింగ్ ను
రూట్ వద్దు మరియు రెండు ష్టటలాలోకి స్మానంగ్య చొచుచుక్ుప్ో యిేలా
ప్్య్ర రంభించండి. బ్్లలా ప�ైప్ ను ఎడమవ్�ైపుకి 60° నుండి 70° క్టణంలో
మరియు స్మాన లెగ్ ప్ొ డవు గల ఫైిలెలా ట్ వ్�ల్్డి ను ఉతపుతితు చేయడాన్కి
మరియు ఫైిలలార్ ర్యడ్ ను ప్రయాణ రేఖక్ు 30° నుండి 40° క్టణంలో
బ్్లలా ప�ైప్ మరియు ఫైిలలార్ ర్యడ్ ప్రయాణ రేట్టను స్రుదు బ్ాట్ట చేయండి.
ఉంచండి. బ్్లలా ప�ైప్ మరియు ఫైిలలార్ ర్యడ్ రెండు వ్�ైపులా 2 ఉపరితలాల
210 CG & M : ఫిట్టర్ (NSQF - సవరించబడింద్ి 2022) - అభ్్యయాసం 1.4.57