
Page 250 - Content.pmd
P. 250
£_õ & Gm (CG & M) T«t£ 1.4.58 dLô] ùRôPo×d LÚj§Vp
@©hPo (Fitter) - ùYp¥e (Welding)
CO ùYp¥e NôR]Øm ùNVtTôÓm (Co welding equipment and process)
2 2
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• ÌpPh ùUhPp Bod ùYp¥e Utßm CO ùYp¥e B¡VûYLÞdÏ CûPúV
2
Es[Ød¡V úYßTôhûPd áßRp
•CO ùYp¥e¡u RjÕYjûRd áßRp.
2
CO ùYp¥e Tt±V A±ØLm (Introduction
2 EúXôLj§û]Ùm úNojÕ EÚd¡, BodûLf
to Co welding)
2 Ñt± LYNUô¡u\]. (Fig 1)
EúXôLeLû[ CûQdL, EúXôLd
L]jRLÓLû[Ùm ùUpXõV RLÓLû[Ùm
EÚÏ CûQl× ùNnYúR £\kR CûQl×
Øû\VôL CÚdÏm LôWQm, CkR Øû\ êXm
ùNnVlThP ùYpÓ CûQl×, BRôW
EúXôLjûRl úTôu\ AúR ÏQeLû[Ùm,
YXõûUûVÙm ùTt±ÚdÏm.
CûRl ùTßYRtÏ, ùYp¥e ùNnÙm
ùTôÝÕ, Y° UiPX Bd£_u Utßm
ûShW_u B¡VûYL°XõÚkÕ EÚ¡V
EúXôLd ÏZmûT ØÝÕUôLl TôÕLôjRp
AY£VUôÏm. SuÏ LYNªPlTPôR Bod,
Utßm EÚÏd ÏZm× LôWQUôL Y° Bod EtTj§VôÏm CPj§p UkR
UiPXj§Ûs[ B¡f_àm ûShW_àm, YôÙYô]Õ LYNUô¡ EúXôL GXdhWô¥û]
EÚ¡V EúXôLjRôp ¡W¡jÕd ùRôPWûYlTRtÏ TVuTÓ¡u\Õ. CkR
ùLôs[lTÓm. ùNVpØû\dÏ EúXôL UkR YôÙ
CR]ôp, TXÅ]Uô] Öi Õû[LÞs[ Tt±ûQlTôÏm. (MIG)
ùYpÓ EÚYôÏm ÌpPh ùUhPp Bod LYN YôÙYôL TVuTÓjR LôoTu ûP
ùYp¥e¡p (SMAW),GXdhWôÓ, ÁÕ Bdû^ÓETúVôLUô¡u\Õ. CûY ØÝYÕm
éNlThÓs[ C[d¡ûV G¬®lTRu êXm UkR YôÙYôL ApXôUp, JÚ TϧVôL
EÚYôÏm YôÙ, EÚ¡V EúXôLjûR ùNVpTÓm. BûLVôp LôoTu ûP Bdû^Ó
TôÕLôd¡\Õ. Tt±ûQl©tÏ EúXôL Bd¥q úLv
úUtá\lThP LYNªÓm SPY¥dûLûV, ùYp¥e GuTRôÏm. (MAG)
ùYp¥e Pôof/Lu êXm UkR YôÙdL[ô],
LYN YôÙ ETúVôLj§tÏ TVu
BoLôu, ÍXõVm, LôoTu ûP BdûNÓ
TôPôL CÚlTÕ MIG/MAG
úTôu\ûYLû[ ùNÛj§ úUtùLôs[Xôm.
Tt±ûQlTôL Es[Õ.
Bod BRôW EúXôLj§tÏm, Pôof êXUôLj
ùRôPokÕ ùNÛjRlTÓm ÖLWjRdL ùTôÕYô] ùTVWôL CÚdÏm
GXdhWôÓdÏm CûPúV EÚYôdLlTÓm. Utù\ôÚ Tt±ûQl× YôÙ EúXôL
Bod ùYp¥e (GMAW)
Tt±ûQl©u ©WRô]Uô] RjÕYm (Prin-
ciple of GMA welding)
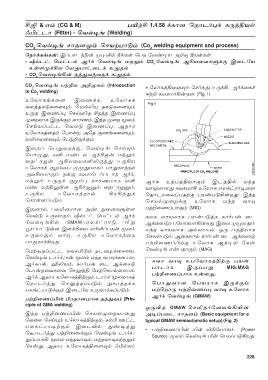
JÚ®R GMAW ùNªRôú]Ve¡«u
CkR Tt±ûQl©u ùNVpØû\Vô]Õ A¥lTûP NôR]m (Basic equipment for a
úYûX ùNnÙm EúXôLj§tÏm, Lm© FhP typical GMAW semiautomatic setup) (Fig 2)
GXdhWô¥tÏm CûP«p Õi¥jÕ • Tt±ûQl©u ªu ®¨úVôLm (Power
ùR#ôPokÕ Tt±ûQdÏm ùYp¥e Pôof/
Source)- êXm ùYp¥e ªu ùT\lTÓ¡\Õ.
ÕlTôd¡ êXm UkRYôÙm, UkRYôÙUt\Õm
ùNuß BRôW EúXôLj§û]Ùm @©pXo
229