
Page 186 - Welder - TT - Punjabi
P. 186
ਗੰਦੀ ਵਲਵਿੰਗ ਤਾਰ. ਸਾਫ਼, ਸੁੱਿੀ ਿੈਲਵਡੰਗ ਤਾਰ ਦੀ ਿਰਤੋਂ ਿਰੋ।
ਫੀਡਰ ਜਾਂ ਲਾਈਿਰ ਤੋਂ ਿੈਲਵਡੰਗ ਤਾਰ ‘ਤੇ ਤੇਲ ਜਾਂ ਲੁਬਰੀਿੈਂਟ ਿੂੰ ਚੁੱਿੋ।
ਿਰਿਪੀਸ ਗੰਦਾ. ਿੈਲਵਡੰਗ ਤੋਂ ਪਵਹਲਾਂ ਿੰਮ ਦੀ ਸਤ੍ਹਾਾ ਤੋਂ ਸਾਰੀ ਗਰੀਸ, ਤੇਲ, ਿਮੀ, ਜੰਗਾਲ, ਪੇਂਟ, ਿੋਵਟੰਗ ਅਤੇ
ਗੰਦਗੀ ਿੂੰ ਹਟਾਓ।
ਿਧੇਰੇ ਉੱਚੀ ਡੀਆਿਸੀਡਾਈਵਜ਼ੰਗ ਿੈਲਵਡੰਗ ਤਾਰ ਦੀ ਿਰਤੋਂ ਿਰੋ।
ਿੈਲਵਡੰਗ ਤਾਰ ਿੋ ਜ਼ਲ ਤੋਂ ਬਹੁਤ ਦੂਰ ਫੈਲੀ ਹੋਈ ਹੈ ਯਿੀਿੀ ਬਣਾਓ ਵਿ ਿੈਲਵਡੰਗ ਤਾਰ ਿੋ ਜ਼ਲ ਤੋਂ
(13 ਵਮਲੀਮੀਟਰ) ਤੋਂ ਿੱਧ ਿਹੀਂ ਫੈਲੀ ਹੋਈ ਹੈ। ਿੋ ਜ਼ਲ
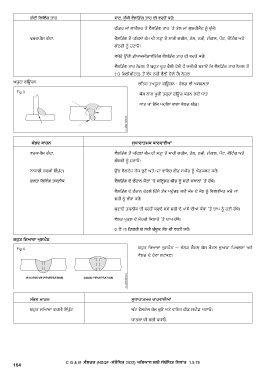
ਅਧੂਰਾ ਫਵਊਜ਼ਿ
ਚਵੱਤਰ 3ਅਧੂਰਾ ਫਵਊਜ਼ਿ - ਿੇਲਡ ਦੀ ਅਸਫਲਤਾ
ਬੇਸ ਿਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਫਵਊਜ਼ ਿਰਿ ਲਈ ਧਾਤ
ਧਾਤ ਜਾਂ ਇੱਿ ਪਹਵਲਾਂ ਿਾਲਾ ਿੇਲਡ ਬੀਡ।
ਸੰ ਿਵ ਿਾਰਿ ਸੁਿਾਰਾਤਮਾਿ ਿਾਰਵਾਈਆਂ
ਿਰਿਪੀਸ ਗੰਦਾ. ਿੈਲਵਡੰਗ ਤੋਂ ਪਵਹਲਾਂ ਿੰਮ ਦੀ ਸਤ੍ਹਾਾ ਤੋਂ ਸਾਰੀ ਗਰੀਸ, ਤੇਲ, ਿਮੀ, ਜੰਗਾਲ, ਪੇਂਟ, ਿੋਵਟੰਗ ਅਤੇ
ਗੰਦਗੀ ਿੂੰ ਹਟਾਓ।
ਿਾਿਾਫ਼ੀ ਗਰਮੀ ਇੰਪੁੱਟ। ਉੱਚ ਿੋਲਟੇਜ ਰੇਂਜ ਚੁਣੋ ਅਤੇ/ਜਾਂ ਿਾਇਰ ਫੀਡ ਸਪੀਡ ਿੂੰ ਐਡਜਸਟ ਿਰੋ।
ਗਲਤ ਵਲਵਿੰਗ ਤਿਿੀਿ. ਿੈਲਵਡੰਗ ਦੇ ਦੌਰਾਿ ਜੋੜਾਂ ‘ਤੇ ਸਵਟ਼੍ਰੰਗਰ ਬੀਡ ਿੂੰ ਸਹੀ ਸਥਾਿਾਂ ‘ਤੇ ਰੱਖੋ।
ਿੈਲਵਡੰਗ ਦੇ ਦੌਰਾਿ ਹੇਠਲੇ ਵਹੱਸੇ ਤੱਿ ਪਹੁੰਚਣ ਲਈ ਿੰਮ ਦੇ ਿੋਣ ਿੂੰ ਵਿਿਸਵਥਤ ਿਰੋ ਜਾਂ
ਝਰੀ ਿੂੰ ਚੌੜਾ ਿਰੋ।
ਬੁਣਾਈ ਤਿਿੀਿ ਦੀ ਿਰਤੋਂ ਿਰਦੇ ਸਮੇਂ ਝਰੀ ਦੇ ਪਾਸੇ ਦੀਆਂ ਿੰਧਾਂ ‘ਤੇ ਚਾਪ ਿੂੰ ਫੜੀ ਰੱਖੋ।
ਿੇਲਡ ਪੁਡਲ ਦੇ ਮੋਹਰੀ ਵਿਿਾਰੇ ‘ਤੇ ਚਾਪ ਰੱਖੋ।
0 ਤੋਂ 15 ਵਡਗਰੀ ਦੇ ਸਹੀ ਬੰਦੂਿ ਿੋਣ ਦੀ ਿਰਤੋਂ ਿਰੋ।
ਬਿੁਤ ਭਜ਼ਆਦਾ ਘੁਸਪੈਠ
ਬਹੁਤ ਵਜ਼ਆਦਾ ਘੁਸਪੈਠ — ਿੇਲਡ ਮੈਟਲ ਬੇਸ ਮੈਟਲ ਦੁਆਰਾ ਵਪਘਲਣਾ ਅਤੇ
ਿੇਲਡ ਦੇ ਹੇਠਾਂ ਲਟਿਣਾ।
ਸੰਿਵ ਿਾਰਿ ਸੁਿਾਰਾਤਮਾਿ ਿਾਰਵਾਈਆਂ
ਬਹੁਤ ਜ਼ਵਆਦਾ ਗਰਮੀ ਇੰਪੁੱਟ. ਘੱਟ ਿੋਲਟੇਜ ਰੇਂਜ ਚੁਣੋ ਅਤੇ ਿਾਇਰ ਫੀਡ ਸਪੀਡ ਘਟਾਓ।
ਯਾਤਰਾ ਦੀ ਗਤੀ ਿਧਾਓ.
164 C G & M :ਵੈਲਡਰ (NSQF -ਸੰ ਸ਼ੋਭਿਤ 2022) ਅਭਿਆਸ ਲਈ ਸੰ ਬੰ ਭਿਤ ਭਸਿਾਂਤ 1.5.75