
Page 338 - Fitter - 1st Yr - TT - Punjab
P. 338
ਕੈਪੀਟਲ ਗੁਡਸ ਅਤੇ ਮੈਨੂਫੈਕਚਰਿੰਗ (CG & M) ਅਰਿਆਸ ਲਈ ਸੰਬੰਰਿਤ ਰਸਿਾਂਤ 1.7.94
ਰਫਟਿ (Fitter) - ਮੋੜਨਾ
ਫੇਰਸੰਗ ਅਤੇ ਿਰਫੰਗ ਟੂਲ ਦਾ ਸਿਾਿਨ ਵਿਣਨ (Simple description of facing and roughing tool)
ਉਦੇਸ਼: ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਵਿੱਚ ਤੁਸੀਂ ਯੋਗ ਹੋਿੋਗੇ
• ਸਾਹਮਣਾ ਕਿਨ ਦਾ ਉਦੇਸ਼ ਦੱਸੋ
• ਿਫ ਫੇਰਸੰਗ ਟੂਲ ਸੈੱਟ ਕਿਨਾ
• ਨੁਕਸ ਦੇ ਕਾਿਨ ਦੱਸੋ
• ਸਾਹਮਣਾ ਕਿਨ ਰਵੱਚ ਨੁਕਸ ਦੂਿ ਕਿਨ ਲਈ ਉਪਾਅ ਦੱਸੋ
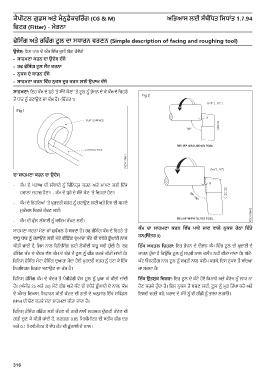
ਸਾਹਮਣਾ: ਇਹ ਕੰਮ ਦੇ ਧੁਰੇ ‘ਤੇ ਸੱਜੇ ਕੋਣਾਂ ‘ਤੇ ਿੂਲ ਨੂੰ ਭੋਜਨ ਦੇ ਕੇ ਕੰਮ ਦੇ ਵਚਹਰੇ
ਤੋਂ ਧਾਤ ਨੂੰ ਹਿਾਉਣ ਦਾ ਕੰਮ ਹੈ। (ਵਚੱਤਰ 1)
ਦਾ ਸਾਹਮਣਾ ਕਿਨ ਦਾ ਉਦੇਸ਼
- ਕੰਮ ਦੇ ਪੜਾਅ ਦੀ ਲੰਬਾਈ ਨੂੰ ਵਚੰਵਨਹਰਤ ਕਰਨ ਅਤੇ ਮਾਪਣ ਲਈ ਇੱਕ
ਹਿਾਲਾ ਜਹਾਜ਼ ਹੋਣਾ। - ਕੰਮ ਦੇ ਧੁਰੇ ਦੇ ਸੱਜੇ ਕੋਣ ‘ਤੇ ਵਚਹਰਾ ਹੋਣਾ।
- ਕੰਮ ਦੇ ਵਚਹਵਰਆਂ ‘ਤੇ ਖੁਰਦਰੀ ਸਤਹ ਨੂੰ ਹਿਾਉਣ ਲਈ ਅਤੇ ਇਸ ਦੀ ਬਜਾਏ
ਮੁਕੰਮਲ ਵਚਹਰੇ ਰੱਖਣ ਲਈ।
- ਕੰਮ ਦੀ ਕੁੱਲ ਲੰਬਾਈ ਨੂੰ ਕਾਇਮ ਰੱਖਣ ਲਈ।
ਸਾਹਮਣਾ ਕਰਨਾ ਮੋਿਾ ਜਾਂ ਮੁਕੰਮਲ ਹੋ ਸਕਦਾ ਹੈ। ਰਫ਼ ਫੇਵਸੰਗ ਕੰਮ ਦੇ ਵਚਹਰੇ ‘ਤੇ ਕੰਮ ਦਾ ਸਾਹਮਣਾ ਕਿਨ ਰਵੱਚ ਪਾਏ ਜਾਣ ਵਾਲੇ ਨੁਕਸ ਹੇਠਾਂ ਰਦੱਤੇ
ਿਾਧੂ ਧਾਤ ਨੂੰ ਹਿਾਉਣ ਲਈ ਮੋਿੇ ਫੀਵਡੰਗ ਦੁਆਰਾ ਕੱਿ ਦੀ ਿਧੇਰੇ ਡੂੰਘਾਈ ਨਾਲ ਹਨ(ਰਚੱਤਿ 3)
ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਵਜਸ ਨਾਲ ਵਫਵਨਵਸ਼ੰਗ ਲਈ ਲੋੜੀਂਦੀ ਧਾਤੂ ਬਚੀ ਹੁੰਦੀ ਹੈ। ਰਫ਼ ਇੱਕ ਅਵਤਲ ਰਚਹਿਾ: ਇਹ ਭੋਜਨ ਦੇ ਦੌਰਾਨ ਕੰਮ ਵਿੱਚ ਿੂਲ ਦੀ ਖੁਦਾਈ ਦੇ
ਫੇਵਸੰਗ ਕੰਮ ਦੇ ਕੇਂਦਰ ਿੱਲ ਕੰਮ ਦੇ ਘੇਰੇ ਤੋਂ ਿੂਲ ਨੂੰ ਫੀਡ ਕਰਕੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਕਾਰਨ ਹੁੰਦਾ ਹੈ ਵਕਉਂਵਕ ਿੂਲ ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਕਲੈਂਪ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਘੱਿੋ-
ਵਫਵਨਸ਼ ਫੇਵਸੰਗ ਮੋਿਾ ਫੇਵਸੰਗ ਦੁਆਰਾ ਪੈਦਾ ਹੋਈ ਖੁਰਦਰੀ ਸਤਹ ਨੂੰ ਹਿਾ ਕੇ ਇੱਕ ਘੱਿ ਓਿਰਹੈਂਗ ਨਾਲ ਿੂਲ ਨੂੰ ਸਖ਼ਤੀ ਨਾਲ ਕਲੈਂਪ ਕਰਕੇ, ਇਸ ਨੁਕਸ ਤੋਂ ਬਵਚਆ
ਵਨਰਵਿਘਨ ਵਚਹਰਾ ਬਣਾਉਣ ਦਾ ਕੰਮ ਹੈ। ਜਾ ਸਕਦਾ ਹੈ।
ਵਫਵਨਸ਼ ਫੇਵਸੰਗ ਕੰਮ ਦੇ ਕੇਂਦਰ ਤੋਂ ਪੈਰੀਫੇਰੀ ਿੱਲ ਿੂਲ ਨੂੰ ਖੁਆ ਕੇ ਕੀਤੀ ਜਾਂਦੀ ਇੱਕ ਉਤਸੁਕ ਰਚਹਿਾ: ਇਹ ਿੂਲ ਦੇ ਕੱਿੇ ਹੋਏ ਵਕਨਾਰੇ ਅਤੇ ਕੈਰੇਜ ਨੂੰ ਲਾਕ ਨਾ
ਹੈ। (ਅੰਜੀਰ 2a ਅਤੇ 2b) ਮੋਿੇ ਫੀਡ ਅਤੇ ਕੱਿ ਦੀ ਿਧੇਰੇ ਡੂੰਘਾਈ ਦੇ ਨਾਲ, ਕੰਮ ਹੋਣ ਕਰਕੇ ਹੁੰਦਾ ਹੈ। ਇਸ ਨੁਕਸ ਤੋਂ ਬਚਣ ਲਈ, ਿੂਲ ਨੂੰ ਮੁੜ ਵਤੱਖਾ ਕਰੋ ਅਤੇ
ਦੇ ਔਸਤ ਵਿਆਸ, ਵਸਫਾਰਸ਼ ਕੀਤੀ ਕੱਿਣ ਦੀ ਗਤੀ ਦੇ ਅਨੁਸਾਰ ਇੱਕ ਸਵਪੰਡਲ ਇਸਦੀ ਿਰਤੋਂ ਕਰੋ; ਖਰਾਦ ਦੇ ਮੰਜੇ ਨੂੰ ਿੀ ਗੱਡੀ ਨੂੰ ਤਾਲਾ ਲਗਾਓ।
RPM ਦੀ ਚੋਣ ਕਰਕੇ ਮੋਿਾ ਸਾਹਮਣਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਵਫਵਨਸ਼ ਫੇਵਸੰਗ ਰਵਫੰਗ ਲਈ ਕੱਿਣ ਦੀ ਗਤੀ ਨਾਲੋਂ ਲਗਭਗ ਦੁੱਗਣੀ ਕੱਿਣ ਦੀ
ਗਤੀ ਚੁਣ ਕੇ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਲਗਭਗ 0.05 ਵਮਲੀਮੀਿਰ ਦੀ ਬਰੀਕ ਫੀਡ ਦਰ
ਅਤੇ 0.1 ਵਮਲੀਮੀਿਰ ਤੋਂ ਿੱਧ ਕੱਿ ਦੀ ਡੂੰਘਾਈ ਦੇ ਨਾਲ।
316