
Page 258 - Fitter - 1st Year - TP - Punjabi
P. 258
ਿਰਿਮਵਾਰ ਭਿਭਰਆਵਾਂ (Job Sequence)
• ਆਕਾਰ ਲਈ ਕੱਚੇ ਮਾਲ ਦੀ ਜਾਂਚ ਕਰੋ। • ਰੈਂਚ ਦੇ ਨਾਲ Ø 10 ਭਮਲੀਮੀਟਰ ਹੈਂਡ ਰੀਮਰ ਦੀ ਿਰਤੋਂ ਕਰਦੇ ਹੋਏ Ø 9.8
• ਿਾਗ 1 ਅਤੇ 2 ਨੂੰ 60 x 40 x 9 ਭਮਮੀ, ਿਾਗ 3 ਤੋਂ 29 x 29 x 9 ਭਮਲੀਮੀਟਰ ਭਮਲੀਮੀਟਰ ਦੋ ਭਡਰਿਲਡ ਹੋਲਾਂ ਭਿੱਚ ਰੀਮ ਕਰੋ।
ਦੇ ਆਕਾਰ ਤੱਕ ਫਾਈਲ ਅਤੇ ਭਫਭਨਸ਼ ਕਰੋ ਅਤੇ ਸਮਾਨਤਾ ਅਤੇ ਲੰਬਕਾਰੀਤਾ • ਿਾਗ 1 ਨੂੰ ਬੈਂਚ ਿਾਈਸ ਭਿੱਚ ਰੱਖੋ।
ਬਣਾਈ ਰੱਖੋ। • ਹੈਕਸਾਇੰਗ ਦੁਆਰਾ ਿਾਧੂ ਧਾਤ ਨੂੰ ਕੱਟੋ ਅਤੇ ਹਟਾਓ।
• ਜੌਬ ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ ਿਾਗ 1 ਅਤੇ 2 ਭਿੱਚ ਸੁਰਾਖ ਕੇਂਦਰਾਂ ਦੀ • ਜੌਬ ਡਰਾਇੰਗ ਦੇ ਆਕਾਰ ਅਤੇ ਸ਼ੇਪ ਅਨੁਸਾਰ ਫਾਈਲ ਕਰੋ।
ਭਨਸ਼ਾਨਦੇਹੀ ਕਰੋ ਅਤੇ ਪੰਚ ਕਰੋ।
• ਇਸੇ ਤਰਹਿਾਂ, ਉਪਰੋਕਤ ਪਰਿਭਕਭਰਆ ਨੂੰ ਿਾਗ 2 ਭਿੱਚ ਦੁਹਰਾਓ ਅਤੇ ਕੰਮ ਨੂੰ
• ਢੁਕਿੇਂ ਕਲੈਂਪਾਂ ਨਾਲ ਭਡਰਲ ਮਸ਼ੀਨ ਟੇਬਲ ਭਿੱਚ ਜੌਬ ਨੂੰ ਭਫੱਟ ਕਰੋ।
ਪੂਰਾ ਕਰੋ।
• ਭਡਰਿਲ ਚੱਕ ਰਾਹੀਂ ਭਡਰਿਭਲੰਗ ਮਸ਼ੀਨ ਸਭਪੰਡਲ ਭਿੱਚ ਸੈਂਟਰ ਭਡਰਿਲ ਭਫਕਸ ਿਾਗ - 3
ਕਰੋ ਅਤੇ ਸਾਰੇ ਭਡਰਿਲ ਹੋਲ ਸੈਂਟਰਾਂ ਭਿੱਚ ਭਡਰਿਲ ਸੈਂਟਰ ਭਡਰਿਭਲੰਗ ਕਰੋ।
• ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ ਆਕਾਰ ਦੀਆਂ ਰੇਖਾਿਾਂ ਨੂੰ ਭਚੰਭਨਹਿਤ ਕਰੋ ਅਤੇ ਿਾਗ 3
• ਡਭਰੱਲ ਚੱਕ ਭਿੱਚ Ø 5 ਭਮਲੀਮੀਟਰ ਡਭਰੱਲ ਨੂੰ ਭਫਕਸ ਕਰੋ ਅਤੇ ਡਭਰੱਲ ਕੀਤੇ ਭਿੱਚ ਭਨਸ਼ਾਨਾਂ ਨੂੰ ਪੰਚ ਕਰੋ।
ਸੁਰਾਖਾਂ ਦੇ ਕੇਂਦਰ ਭਿੱਚ ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ ਸੈਂਟਰ ਭਡਰਿਲ ਕਰੋ।
• ਹੈਕਸਾ ਦੁਆਰਾ ਿਾਧੂ ਧਾਤ ਨੂੰ ਕੱਟੋ ਅਤੇ ਹਟਾਓ ਅਤੇ ਡਰਾਇੰਗ ਦੇ ਅਨੁਸਾਰ
• ਇਸੇ ਤਰਹਿਾਂ, ਡਭਰੱਲ ਚੱਕ ਭਿੱਚ Ø 5.5, Ø 6.5 ਅਤੇ Ø 9. 8 ਭਮਲੀਮੀਟਰ ਸ਼ੇਪ ਅਤੇ ਆਕਾਰ ਭਿੱਚ ਫਾਈਲ ਕਰੋ।
ਡਭਰੱਲ ਭਫਕਸ ਕਰੋ ਅਤੇ ਕਰਿਮਿਾਰ ਕਾਊਂਟਰ ਭਸੰਕ, ਕਾਊਂਟਰ ਬੋਰ ਅਤੇ ਰੀਮ
ਹੋਲ ਕਰੋ। • ਿਾਗ 1, 2,3 ਨਾਲ ਮੇਲ ਕਰੋ ਅਤੇ ਭਤੰਨ ਟੁਕਭੜਆਂ ਨੂੰ ਸਪਭਲਟ ਭਫੱਟ ਕਰੋ।
• ਭਡਰਿਭਲੰਗ ਮਸ਼ੀਨ ਭਿੱਚ ਕਾਊਂਟਰ ਭਸੰਕ ਟੂਲ ਨੂੰ ਭਫਕਸ ਕਰੋ ਅਤੇ ਕਾਊਂਟਰ • ਜੌਬ ਦੀਆਂ ਸਾਰੀਆਂ ਸਤਹਾਂ ਅਤੇ ਕੋਭਨਆਂ ਨੂੰ ਡੀ – ਬਰਰ ਕਰੋ।
ਭਸੰਕ ਨੂੰ ਲੋੜੀਂਦੀ ਡੂੰਘਾਈ ਤੱਕ ਦੋ ਸੁਰਾਖ ਕਰੋ। • ਤੇਲ ਲਗਾਓ ਅਤੇ ਮੁਲਾਂਕਣ ਲਈ ਇਸਨੂੰ ਸੁਰੱਭਖਅਤ ਰੱਖੋ।
• ਇਸੇ ਤਰਹਿਾਂ, ਭਡਰਿਭਲੰਗ ਮਸ਼ੀਨ ਭਿੱਚ ਕਾਊਂਟਰ ਬੋਰ ਟੂਲ ਭਫਕਸ ਕਰੋ ਅਤੇ
ਕਾਊਂਟਰ ਬੋਰ ਦੇ ਦੋ ਸੁਰਾਖ ਲੋੜੀਂਦੀ ਡੂੰਘਾਈ ਤੱਕ ਕਰੋ।
ਹੁਨਰ ਿਰਿਮ (Skill Sequence)
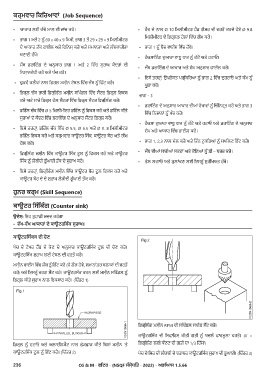
ਿਾਊਂਟਰ ਭਸੰਭਿੰਗ (Counter sink)
ਉਦੇਸ਼: ਇਹ ਤੁਹਾਡੀ ਮਦਦ ਕਰੇਗਾ
• ਵੱਖ-ਵੱਖ ਆਿਾਰਾਂ ਦੇ ਿਾਊਂਟਰਭਸੰਿ ਸੁਰਾਖ।
ਿਾਊਂਟਰਭਸੰਿਸ ਦੀ ਚੋਣ
ਪੇਚ ਦੇ ਟੇਪਰ ਹੈੱਡ ਦੇ ਕੋਣ ਦੇ ਅਨੁਸਾਰ ਕਾਊਂਟਰਭਸੰਕ ਟੂਲ ਦੀ ਚੋਣ ਕਰੋ।
ਕਾਊਂਟਰਭਸੰਕ ਸੁਰਾਖ ਲਈ ਟੇਬਲ ਦੀ ਿਰਤੋਂ ਕਰੋ।
ਮਸ਼ੀਨ ਿਾਈਸ ਭਿੱਚ ਜੌਬ ਨੂੰ ਭਫੱਟ ਕਰੋ (ਜੇ ਲੋੜ ਹੋਿੇ, ਸਮਾਨਾਂਤਰ ਬਲਾਕਾਂ ਦੀ ਿਰਤੋਂ
ਕਰੋ) ਅਤੇ ਇਸਨੂੰ ਿਰਗ ਸੈੱਟ ਕਰੋ। ਕਾਊਂਟਰਸੰਕ ਕਰਨ ਲਈ ਮਸ਼ੀਨ ਸਭਪੰਡਲ ਨੂੰ
ਭਡਰਿਲ ਕੀਤੇ ਸੁਰਾਖ ਨਾਲ ਇਕਸਾਰ ਕਰੋ। (ਭਚੱਤਰ 1)
ਭਡਰਿਭਲੰਗ ਮਸ਼ੀਨ RPM ਦੀ ਸਭਪੰਡਲ ਸਪੀਡ ਸੈੱਟ ਕਰੋ।
ਕਾਊਂਟਰਭਸੰਕ ਦੀ ਭਸਫ਼ਾਭਰਸ਼ ਕੀਤੀ ਗਤੀ ਨੂੰ ਬਦਲੋ ਫਾਰਮੂਲਾ ਿਰਤੋ। (V =
ਭਡਰਿਲ ਨੂੰ ਹਟਾਓ ਅਤੇ ਅਲਾਈਨਮੈਂਟ ਨਾਲ ਛੇੜਛਾੜ ਕੀਤੇ ਭਬਨਾਂ ਮਸ਼ੀਨ ‘ਤੇ ਭਡਰਿਭਲੰਗ ਲਈ ਕੱਟਣ ਦੀ ਗਤੀ ਦਾ 1/3 ਭਹੱਸਾ)
ਕਾਊਂਟਰਭਸੰਕ ਟੂਲ ਨੂੰ ਭਫੱਟ ਕਰੋ। (ਭਚੱਤਰ 2) ਪੇਚ ਦੇ ਭਸਰ ਦੀ ਲੰਬਾਈ ਦੇ ਬਰਾਬਰ ਕਾਊਂਟਰਭਸੰਕ ਸੁਰਾਖ ਦੀ ਡੂਘਾਈ। (ਭਚੱਤਰ 3)
236 CG & M - ਿਭਟਰ - (NSQF ਸੰਸ਼ੋਧਭਤੇ - 2022) - ਅਿਭਆਸ 1.5.66