
Page 82 - Wireman - TP - Marathi
P. 82
आवश्यकतरा (Requirements)
टू ल्स /इन्स्मेंटयुस (Tools/Instruments) • अॅंगल प्ेट - 1 No
ट्रू
• ट्राय स्के अर 150 क्ममी मी - 1 No • सरफे स प्ेट - 1 No
• क्ड्र क्लंग उपकरिे, चक, लिीव् आक्ि क्ड्र फ्ट - as reqd.
उपकरिथे/मशीन (Equipment/Machines)
सराक्हत्य (Materials)
• बेंच व्ाईस 50 क्ममी जॉ - 1 No
• क्ड्र क्लंग मशीन-क्पलर टाईप - 1 No • क्ड्र क्लंग आक्ि क्चक्पंगचा क्फक्नश्ड पाट्म (क्फल्ड फू ल सरफे स )
प्क्रिया (PROCEDURE)
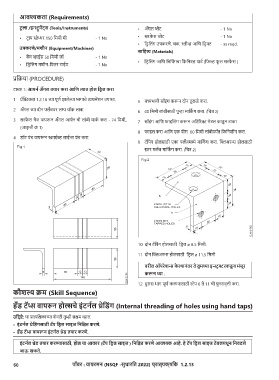
टास्क 1: आयन्ड अॅंगल तयरार कररा आक्ि त्यरात होल क्ड्र ल कररा
1 प्ॅखक्टकल 1.2.16 च्ा पूि्म झालेल्ा भागाचे डायमेंशन तपासा. 5 मध्भागी सॉइंग करून दोन तुकडे करा.
2 अॅंगल च्ा दोन फ्ॅंजवर लम्प चॉक लावा. 6 60 क्ममी लांबीसािी पुन्ा माक्किं ग करा. (क्चत्र 2)
3 सरफे स गेज वापरून अॅंगल आय्मन ची लांबी माक्म करा - 74 क्ममी,. 7 सॉइंग आक्ि फाइक्लंग करून अक्तररक् मेटल काढू न टाका
(आकृ ती रिं 1)
8 फाइल करा आक्ि एक पीस 60 क्ममी लांबीपयिंत क्फक्नशींग करा.
4 डॉट पंच वापरून स्काईब्ड लाईन् पंच करा.
9 टॅक्पंग िोलसािी एका फ्ॅंजमध्े माक्किं ग करा. खक्अरन् िोलसािी
इतर फ्ॅंज माक्किं ग करा. (क्चत्र 2)
10 दोन टॅक्पंग िोलसािी क्ड्र ल ø 8.5 क्ममी.
11 दोन खक्अरन् िोलसािी क्ड्र ल ø 11.5 क्ममी
वरील ऑपरथेशन् कथे ल्रानंतर तथे तुमच्रा इन्स््र ट्रकडू न मंजूर
करून घ्रा .
12 दुसरा भाग पूि्म करण्ासािी स्ेप 6 ते 11 ची पुनरावृत्ी करा.
कौशल् क्रम (Skill Sequence)
हँड टॅप्स वरापरुन होल्सचथे इंटन्डल थ्थेक्डंग (Internal threading of holes using hand taps)
उक्दिष्थे: या प्ात्यक्षिकाच्ा शेवटी तुम्ी सषिम व्ाल.
• इंटन्डल थ्थेक्डंगसरािी टॅप क्ड्र ल सराइज क्नक्चित करिथे.
• हँड टॅप्स वरापरून इंटन्डल थ्थेड तयरार करिथे.
इंटन्डल थ्थेड तयरार करण्रासरािी, होल चरा आकरार (टॅप क्ड्र ल सराइज ) क्नक्चित करिथे आवश्यक आहथे. हथे टॅप क्ड्र ल सराइज टथेबेलमधून क्नवडलथे
जराऊ शकतथे.
60 पॉवर : वरायरमन (NSQF -सुधरारक्त 2022) पयुररातयुयकयुषक्क 1.2.13