
Page 30 - Welder - TP - Marathi
P. 30
करामराचरा रिम (Job Sequence)
काय्ट 1 : एक सिळ बराजूने स्राईग
• स्े ल/पट्ी वापरून 75 x 75 क्ममी चे मशीन पूववीचे के लेले आकार • जॉबला शक्य क्ततक्या जास्त व्ाइसमध्े क्लॅम्प करिे आक्ि क्चन्ांक्कत
तपासा. सॉइंग लाइन त्याच्ा बाजूच्ा जवळ असल्ाची खात्री करिे. जास्तीत
जास्त दृढता प्ाप्त करण्ासाठी व्ाइस चा उपयोग होईल.
• माक्किं ग मीक्डया लावा.
• 82 क्ममी B साइड च्ा बाजूने क्चन्ांक्कत/माक्ट करिे. • जॉब झुकिे आक्ि हलिे टाळण्ासाठी जबडे घट् करिे.
• जेंव्ा कट के ला जात आहे तो चलॅटररंग इफे क्टर कं पन दाखवतो, तेव्ा
• त्याचप्मािे ‘e’ बाजूला 82 क्ममी क्चन्ांक्कत करिे.
क्लॅक्म्पंग सुिारण्ाची गरज असते.
• क्चन्ांक्कत लाईन पंच करिे.
• कापण्ासाठी ब्ेड क्पच योग्य क्नवडा.
• क्चन्ांक्कत रेषेपासून 10 क्ममी अंतरावर बेंच व्ाइस मध्े काम/जॉब
िरा. • कक्टंग क्वभाग लहान, ब्ेड क्पच अक्िक ग्ॉइंड. कापतेवेळीं क्कमान
चार दात कापत आहेत याची खात्री करावी.
• खाच सॉइंग सुरू करण्ासाठी लाइनवर एक खाच बनवा.
• ब्ेड क्पच क्जतकी ग्ॉइंड असेल क्ततकी कापला जािारा िातू अक्िक
• क्चन्ांक्कत रेषेच्ा बाजूने कट करिे. कक्ठि असावा.
• त्याचप्मािे दुसऱ्या बाजूला कापून घ्ा. • ब्ेड अशा प्कारे क्फक्स करिे की दात कापण्ाच्ा क्दशेने असतील.
• फॉरवड्ट स्ट्ोकमध्े दाब द्ा. (क्चत्र 3)
• ररटन्ट स्ट्ोकमध्े दाब सोडा.
• करवत असताना ब्ेडची संपूि्ट लांबी वापरा.
• स्ील रूल ने कापलेले आकार तपासा.
• करवतीसाठी क्ॉस-सेक्शननुसार कट करिेवयाच्ा जॉबला क्लॅम्प
करिे.
• शक्यतोवर काम/जॉब अशा प्कारे िरा की काठापेषिा सपाट क्कं वा
लांब बाजू कापता येईल. (क्चत्र 1)
• फति क्वंग नट वापरून हाताने ब्ेड घट् क्फट करिे.
खबिदरािरी
अिुिरा ब्ेड तराि असेल ति-कपटंग सिळ होिराि नराहरी.
-ब्ेडवि जरास्त तराि असेल ति ब्ेड तुटतरील.
गुळगुळरीत आपि कठरीि करामरांवि सुरुवरातरीच्रा पबंद ू वि एक
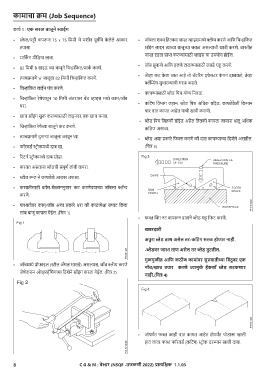
• जॉबमध्े प्ोफाइल (स्ील अँगल सारखे) असल्ास, जॉब क्लॅम्प करिे
नॉच/खराच तयराि कििे ज्रामुळे हॅकसॉ ब्ेड सटकिराि
जेिेकरुन ओव्रहॅंगक्गंगच्ा क्दशेने सॉइंग करता येईल. (क्चत्र 2)
नराहरी.(पचत्र 4)
• जोपयिंत फति काही दात कापत आहेत तोपयिंत र्ोडासा खाली
हात लावा. फति फॉरवड्ट (कक्टंग) स्ट्ोक दरम्ान खाली दाबा.
8 C G & M : वेल्डि (NSQF -उजळिरी 2022) प्रात्यपषिक 1.1.03