
Page 224 - Welder - TP - Marathi
P. 224
करामराचरा क्रम (Job Sequence)
1 गॅस कशटंग, ग्ाइंशिंग आशण फायशलंग वापरून प्ेट्स 150x50x
10mm आकारात तयार करणे.
2 कार््बन स्ील वायर ब्रिने वेल््डिंग लाइनसह र्ेस मेटल पृष्ठभाग स्वच्छ
करणे.
3 रेखाशर्त्ानुसार प्ेट कोपरा संयुक्त(जॉइंट) स्वरूपात सेट करणे.
4 संरक्षणात्मक कपिे घाला.
5 टॉर््बला मिीनच्ा पॉशिशटव् टशम्बनलिी जोिा.
6 संर्ंशधत वायर फीशिंग रेट, 19 ते 2 आक्ब व्ोल्ेजद्ारे करंट 90 ते 100
amps सेट करणे. आशण शिप ट्रान्सफरमोि वापरने.
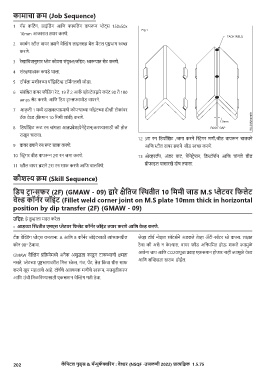
7 आकृ ती 1 मध्े दाखवल्ाप्रमाणे कोपऱ्याच्ा जॉइंटच्ा दोन्ी टोकांवर
टॅक वे्डि (शकमान 10 शममी लांर्ी) करणे.
8 शिपॉशिट रूट रन र्ांगला आतप्रवेि(पेनेट्रेिन)करण्ासाठी की होल
राखून र्ालवा.
12 3रा रन शिपॉशिट /जमा करने ल्स््रंगर मणी/र्ीि वापरून र्ालवने
9 वायर ब्रिने रन रूट साफ करणे. आशण स्ील वायर ब्रिने र्ीि स्वच्छ करणे.
10 ल्स््रंगर र्ीि वापरून 2रा रन जमा करणे. 13 ओव्रलॅप, अंिर कट, पेशनट्रेिन, शिस्ॉि्बन आशण र्ांगले र्ीि
11 स्ील वायर ब्रिने 2रा रन साफ करणे आशण र्ालशवणे. प्रोफाइल यासारखे दोष तपासा.
कौशल्य क्रम (Skill Sequence)
पडि ट्र रान्सफि (2F) (GMAW - 09) द्रािे षिषैपिज ल्थििीि 10 पममी जराड M.S प्ेटवि पफलेट
वेल्ड कॉन्कि जॉइंट (Fillet weld corner joint on M.S plate 10mm thick in horizontal
position by dip transfer (2F) (GMAW - 09)
उपदिष्: हे तुम्ाला मदत करेल
• आडव्रा ल्थििीि एमएस प्ेटवि पफलेट कॉन्कि जॉइंट ियराि किणे आपण वेल्ड किणे.
टॅक वेल््डिंग प्ेट्स करताना. A आशण B कॉन्बर जॉइंटसाठी त्यांच्ामधील जेव्ा टॉर््ब नोिल स्ॅटस्बने अिकते तेव्ा अँटी-स्ॅटर स्पे वापरा. लक्षात
कोन 90° ठे वावा. ठे वा की असे न के ल्ास, वायर फीि अशनयशमत होऊ िकते ज्ामुळे
GMAW वेल््डिंग प्रशरियेमध्े अनेक अिुद्धता काढू न टाकण्ार्ी क्षमता अयोग्य र्ाप आशण CO2वायूर्ा प्रवाह एकसमान होणार नाही ज्ामुळे वे्डि
नसते. प्ेटच्ा पृष्ठभागावरील शमल स्े ल, गंज, पेंट, तेल शकं वा ग्ीस साफ आशण सल्च्छद्रता खरार् होईल.
करणे खूप महत्ार्े आहे. टॉर््बर्े आवश्यक मणीर्े स्वरूप, मजर्ुतीकरण
आशण उंर्ी शमळशवण्ासाठी एकसमान वेल््डिंग गती ठे वा.
202 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.75