
Page 201 - Welder - TP - Marathi
P. 201
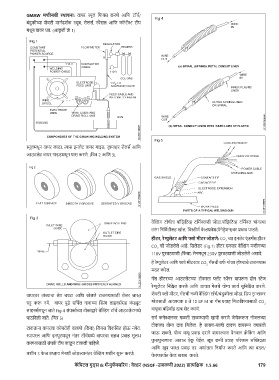
GMAW मशीनची स्रािनरा: वायर स्पूल क्िक्स करणे आक्ण टॉर््च/
बंदुकीच्ा शेवटी मार््चदश्चक ट्पूब, रोलर््च, स्पैराल आक्ण कॉन्टॅक्ट टीप
मधपून वायर घ्ा. (आकृ ती क्ं 1)
स्पूलमधपून वायर काढा, त्यार् इनलेट वायर र्ाइड, ड्र ायव्हर रोलर््च आक्ण
आउटलेट वायर र्ाइडमधपून पार् करणे. (क्र्त्र 2 आक्ण 3).
वेल््डिंर् टॉर््चला पॉक्िक्टव्ह टक्म्चनलशी जोडा.पॉक्िक्टव्ह टक्म्चनल र्ांर्ल्ा
तरंर् क्नक्म्चतीर्ह खोल, क्वस्ीण्च वे्डिप्वेश(पेनेट्रेशन)वर प्भाव पाडते.
हीटि, िेग्ुलेटि आपण फ्लो मीटि जलोडणे: CO च्ा इनलेट एं डर्टॅर् हीटर
2
CO शी जोडलेले आहे. क्र्लेंडर (Fig.1) हीटर एकतर वेल््डिंर् मशीनच्ा
2
110V पुरवठ्ाशी (क्कं वा) मेनमधपून 230V पुरवठ्ाशी जोडलेले अर्ावे.
हे रेग्ुलेटर आक्ण फ्ो मीटरवर CO र्टॅर्र्ी बि्च र्ोळा होण्ार्े टाळण्ार्
2
मदत करेल.
र्टॅर् हीटरच्ा आउटलेटच्ा टोकाला फ्टॅट स्टॅनर वापरून दोन स्ेज
रेग्ुलेटर क्नक्चित करणे आक्ण डायल र्ेजर्े योग् काय्च र्ुक्नक्चित करणे.
वायरवर तांब्ार्ा लेप र्पटा आक्ण र्ोलणे टाळण्ार्ाठी रोलर जास् शेवटी फ्ो मीटर, र्टॅर्र्ी नळी वेल््डिंर् टॉर््च/बंदुकीला जोडा. क्डप ट्रान्सिर
घट्ट करू नये. वायर पुढे र्क्प्चल नावाच्ा ल्प्रंर् लाइनर््चर्ह कं ड्ुट मोडर्ाठी आवश्यक 8 ते 10 LP M र्ा र्टॅर् प्वाह क्मळक्वण्ार्ाठी CO 2
लाइनर््चमधपून जाते Fig 4 र्ंपका्चच्ा टोकाद्ारे वेल््डिंर् टॉर््च आउटलेटमध्े वायपूर्ा बक्हवा्चह दाब र्ेट करणे.
पाठक्वली जाते. (क्र्त्र 5) र्व्च कनेक्शनवर र्ळती टाळण्ार्ी खात्री करणे जेणेकरून नोजलच्ा
टोकाला योग् दाब क्मळे ल. हे र्ाबण-पाणी द्ावण वापरून तपार्ले
टाकताना वायरला कोणतेही वाकणे (क्कं वा) क्कं क्स क्वकक्र्त होऊ नयेत.
स्ायरल आक्ण इनपुटमधपून नंतर टॉर््चमध्े वायरर्ा र्हज प्वाह र्ुलभ जाऊ शकते. योग् वायपू प्वाह दराने वापरल्ार् वेर्वान क्टॅ क्कं र् आक्ण
करण्ार्ाठी र्ंपक्च टीप काढपू न टाकली पाक्हजे. िु र्िु र्णारा आवाज ऐकपू येईल. खपूप कमी प्वाह पररणाम र्ल्छिद्ता
आक्ण खपूप जास् प्वाह दर अशांतता क्नमा्चण करते आक्ण त्या बदल/
मशीन 3 िे ज र्प्ाय मेनशी जोडल्ानंतर वेल््डिंर् मशीन र्ुरू करणे. िे रिाया्चत वे्डि खराब करते.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.66 179