
Page 145 - Turner - 1st year- TP - Marathi
P. 145
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग (CG & M) व्याययाम 1.3.45
टर््नि (Turner) - टपर्िंग
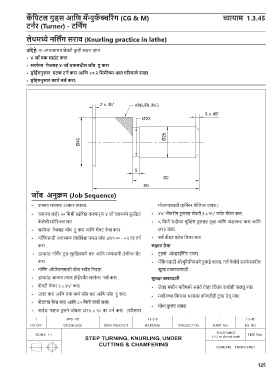
लेथमध्े र्पलिंग सियाव (Knurling practice in lathe)
उपदिष्े: या अभ्ासाच्ा शेवटी तुम्ी सक्षम व्ाल
• ४-जॉ चक मयाउंट किया
• सिफे स गेजसह ४-जॉ चकमधील जॉि ट्रू किया
• ड्र ॉईंगर्ुसयाि घटक टर््न किया आपि ±०.२ पममीच्या आत िरिमयािे ियाखया
• ड्र ॉइंगर्ुसयाि कयाय्न र्ल्न किया.
जॉि अर्ुक्रम (Job Sequence)
• कच्च्ा मालािा आकार तपासा. मोजण्ासाठी व्चन्ययर कॅ चलपर वापरा.)
• िकच्ा बाहेर ५० चममी प्रक्षेचपत करिार् या ४ जॉ िकमध्े सुरचक्षत • ४५° िेंफरीांग टू लसह शेवटी ३ x ४५° पययंत िेंफर करा.
के लेली मटेररअल धरा. • ५ चममी रुां दीच्ा ग्ूस्व्ांग टू लसह ग्ूव् आचि अांडरकट करा आचि
• सरफे स गेजसह जॉब ट् रू करा आचि शेवट फे स करा . Ø२३ राखा.
• नचलयंगसाठी आवश्यक लाांबीपेक्षा जास्त जॉब Ø४०.०० - ०.२ वर टन्य • सव्य तीक्षि एजेस चडबर करा.
करा . लक्षयात ठे वया
• डायमांड नचलयंग टू ल सुरचक्षतपिे धरा आचि मध्भागी उांिीवर सेट • टू लिे ओव्रहँचगांग टाळा.
करा. • पॅचकां गसाठी अ ॅल्ुचमचनयमिे तुकडे वापरा, नल्य के लेले सरफे सवरील
• नचलयंग ऑपरेशनसाठी योग्य ्पिीड चनवडा. खुिा टाळण्ासाठी.
• डायमांड आकार तयार होईपययंत सरफे स नल्य करा . सुिक्षया खििदयािी
• शेवटी िेंफर २ x ४५° करा. • जेव्ा मशीन गतीमध्े असते तेव्ा लीव्र कधीही िालवू नका.
• उलट करा आचि िक मध्े जॉब धरा आचि जॉब ट् रू करा. • मशीनच्ा चफरत्ा भागाांवर कोितीही टू ल्स ठे वू नका.
• शेवटिा फे स करा आचि ८० चममी लाांबी राखा.
• योग्य कु लांट वापरा.
• साईड नाइफ टू लने जॉबला Ø२५ x ५० वर टन्य करा . (पररमाि
125