
Page 151 - Welder -TT - Malayalam
P. 151
C G & M പഠന പ്പവർത്തനത്തതിനായുള്ള അനുബന്ധ സതിദ്ാന്തം 1.3.48
വവൽഡർ (Welder) - സ്റ്റീലുകളുവെ വവൽഡബതിലതിറ്തിയുതം (OAW, SMAW)
ഇലക് ടപ്ൊഡ്: തരങ്ങൾ, ഫ്ലക്സ്ആ വരണ ഘെകത്തതിവല
പ്പവർത്തനങ്ങൾ, എഐഎസ്, എഡബ്ല്യുഎസ് അനുസരതിച്്
ഇലക് ടപ്ൊഡതിന്വെ ഇലക് ടപ്ൊഡ് ടകാഡതിതംഗതിന്വെ വലുപ്പ
സവതിടേഷതകൾ (Electrode: types, functions at flux coating factor, size specifications
of electrode coding of electrode as per AIS, AWS)
ലക്ഷ്യങ്ങൾ : ഈ പാഠത്തിന്റെ അവസാനം, നതിങ്ങൾക്് കഴതിയും
• ആർക്് വവൽഡതിതംഗതിവല ഇലക്ടപ്ൊഡുകവള തതിരതിച്െതിയുക
• ഇലക്ടപ്ൊഡുകളുവെയുതം ആവരണ ഘെകത്തതിന്വെയുതം ഇനങ്ങൾക്് ടപര് നൽകുക
• ഫ്ലക്സ് ആവരണത്തതിന്വെ പ്പവർത്തനങ്ങൾ പ്പസ്താവതിക്ുക.
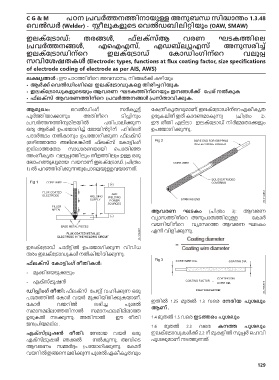
ആമുഖതം: റവൽഡതിംഗ് സർക്യയൂട്് യോകപ്ദ്ീകൃതവുമാണ്. ഇലക്യോപ്ടാഡതിന്റെ ഏകീകൃത
പയൂർത്തിയാക്ാനും അതതിന്റെ ടതിപ്തിനും ഉരുകലതിന് ഇത് കാരണമാകുന്നു (ചതിപ്തം 2).
പ്പവർത്നത്തിനുമതിടയതിൽ പരതിപാലതിക്ുന്ന ഈ രീതതി എല്ലാ ഇലക്യോപ്ടാഡ് നതിർമ്ാതാക്ളും
ഒരു ആർക്് ഉപയോയാഗതിച്് യോ�ായതിൻറ്തിന് ഫതില്ലർ ഉപയോയാഗതിക്ുന്നു.
പദാർത്ം നൽകാനും ഉപയോയാഗതിക്ുന്ന ഫ്ലക്സ്
(ഒഴതിഞ്ഞയോതാ അല്റലങ്തിൽ ഫ്ലക്സ് യോകാട്തിംഗ്
ഇല്ലാത്യോതാ) സാധാരണയായതി റപാതതിഞ്ഞ
അംഗീകൃത വലുപ്ത്തിലും നീളത്തിലും ഉള്ള ഒരു
യോലാഹത്ുല്യമായ വയൊണ് ഇലക്യോപ്ടാഡ്. (ചതിപ്തം
1) ൽ പെഞ്ഞതിരതിക്ുന്നതുയോപാറലയുള്ളവയാണത്.
ആവരണ ഘെകതം (ചതിപ്തം 3): ആവരണ
വ്യാസത്തിന്റെ അനുപാതത്തിലുള്ള യോകാർ
വയെതിയതിന്റെ വ്യാസറത് ആവരണ ഘടകം
എന്ന് വതിളതിക്ുന്നു.
ഇലക്യോപ്ടാഡ് ചാർട്തിൽ ഉപയോയാഗതിക്ുന്ന വതിവതിധ
തരം ഇലക്യോപ്ടാഡുകൾ നൽകതിയതിരതിക്ുന്നു.
ഫ്ലക്സ് ടകാട്തിതംഗ് ര്റീതതികൾ:
- മുക്തിറയടുക്ലും
- എക്സ്പ്ടയൂഷൻ
ഡതിപ്പതിതംഗ് ര്റീതതി: ഫ്ലക്സ് യോപസ്റ് വഹതിക്ുന്ന ഒരു
പാപ്തത്തിൽ യോകാർ വയർ മുക്തിയതിരതിക്ുകയാണ്.
യോകാർ വയെതിൽ ലഭതിച് പയൂശൽ ഇതതിൽ 1.25 മുതൽ 1.3 വറര ടനരതിയ പരൂേലുതം
സമാനമല്ലാത്തതിനാൽ സമാനഫലമതില്ലാത് ആണ് .
ഉരുകൽ നടക്ുന്നു. അതതിനാൽ ഈ രീതതി 1.4 മുതൽ 1.5 വറര ഇെത്തരതം പരൂേലുതം
�നപ്പതിയമല്ല . 1.6 മുതൽ 2.2 വറര കനത്ത പരൂേലുതം
എക്സ്പ്െരൂഷൻ ര്റീതതി: യോനരായ വയർ ഒരു ഇലക്യോപ്ടാഡുകൾക്് 2.2 ന് മുകളതിൽ സയൂപ്ർ റഹവതി
എക് സ് പ്ടയൂഷൻ ഞക്ൽ നൽകുന്നു. അവതിറട പയൂശലുമാണ് നടത്ുന്നത്.
ആവരണം സമ്ർദ്ദo പ്പയോയാഗതിക്ുന്നു. യോകാർ
വയെതിൽ ഇങ്ങറന ലഭതിക്ുന്ന പയൂശൽ ഏകീകൃതവും
129