
Page 63 - Welder - TP - Kannada
P. 63
ಜ್್ವ ಲೆಯ ಶಾಖದ ಒಳಹರಿವು ಅಸಿಟ್ಲ್ರೋರ್ ಮತ್್ತ
ಆ ಮಲಿ ಜನ ಕದ ಅ ನಿ ಲ ದ ಸು ರ್್ಟ ಪರಿಮಾ ಣವನ್ನು
ಅವಲಂಬಿಸಿರುತ್್ತ ದೆ. ವಿಭಿನನು ಗಾತ್್ರ ದ ನಳಿಕೆಗಳು ವಿಭಿನನು
ಪ್ರ ಮಾಣದ ಅನಿಲಗಳನ್ನು ನಿರೋಡುತ್್ತ ದೆ ಮತ್್ತ ಲರೋಹವನ್ನು
ಕರಗಿಸಲು ಅಗತ್ಯಾ ವಾದ ಶಾಖವು ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ
ಲರೋಹದ ದಪ್ಪ ವನ್ನು ಅವಲಂಬಿಸಿರುತ್್ತ ದೆ. ಆದ್ದ ರಿಂದ
ನಳಿಕೆಗಳನ್ನು ಆಧ್ರಿಸಿ ಆಯ್ಕೆ ಮಾಡಿ
ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಮೂಲ ಲರೋಹದ ದಪ್ಪ ದ ಮೇಲೆ.
3.0mm ದಪ್ಪ ದ MS ಶರೋಟ್್ಟ್ ಗಿ No. 5 ನಳಿಕೆಯನ್ನು ಆಯ್ಕೆ ಮಾಡಿ
ಮತ್್ತ ಅದನ್ನು ಬಲಿ ರೋ ಪೈಪ್್ಟ್ ಸರಿಪಡಿಸಿ.
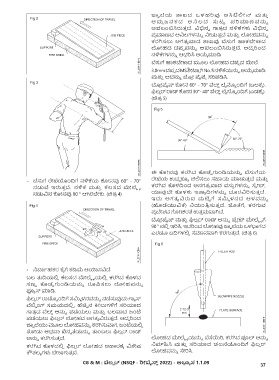
ಬಲಿ ರೋಪೈಪ್ ಕೊರೋನ 60° - 70° ವೆಲ್್ಡ ಲೈನ್ನು ಂದಿಗೆ (ಬಲಕೆಕೆ ).
ಫಿಲಲಿ ರ್ ರಾಡ್ ಕೊರೋನ 30°- 40° ವೆಲ್್ಡ ಲೈನ್ನು ಂದಿಗೆ (ಎಡಕೆಕೆ ).
(ಚಿತ್್ರ 5)
Fig 5
ಈ ಕೊರೋನವು ಕರಗಿದ ಕೊಚ್ಚಿ ಗುಂಡಿಯನ್ನು ಬೆಸುಗೆಯ
– ಬೆಸುಗೆ ರೇಖೆಯಂದಿಗೆ ನಳಿಕೆಯ ಕೊರೋನವು 60° - 70° ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಚಲ್ಸಲು ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ ಮತ್್ತ
ನಡುವೆ ಇರುತ್್ತ ದೆ. ನಳಿಕೆ ಮತ್್ತ ಕೆಲಸದ ಮೇಲೆ್ಮ ಮೈ ಕರಗಿದ ಕೊಳದಿಂದ ಅನಗತ್ಯಾ ವಾದ ವಸು್ತ ಗಳನ್ನು ಸ್ಕೆ ರೋಲ್,
ನಡುವಿನ ಕೊರೋನವು 90 ° ಆಗಿರಬೇಕು. (ಚಿತ್್ರ 4) ಯಾವುದೇ ಕೊಳಕು ಇತಾಯಾ ದಿಗಳನ್ನು ದೂರವಿರಿಸುತ್್ತ ದೆ.
ಇದು ಅಗತ್ಯಾ ವಿರುವ ಮಟ್್ಟ ಗೆ ಸಮಿ್ಮ ಳನದ ಆಳವನ್ನು
(ಹೊಡೆಯುವಿಕೆ) ನಿಯಂತಿ್ರ ಸುತ್್ತ ದೆ. ಜತೆಗೆ, ಕರಗುವ
ಪ್ರ ದೇಶ್ದ ಗರೋಚರತೆ ಉತ್್ತ ಮವಾಗಿದೆ.
ಬಲಿ ರೋಪೈಪ್ ಮತ್್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ಅನ್ನು ಪ್ಲಿ ರೋಟ್ ಮೇಲೆ್ಮ ಮೈಗೆ
90 ° ನಲ್ಲಿ ಇರಿಸಿ, ಇದರಿಂದ ಲರೋಹವು ಜ್್ವ ಲೆಯ ಒಳಭ್ಗದ
ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಸಮಾನವಾಗಿ ಕರಗುತ್್ತ ದೆ. (ಚಿತ್್ರ 6)
Fig 6
- ನಿವಾ್ಗಹಕರ ಕೈಗೆ ಕಡಿಮೆ ಆಯಾಸವಿದೆ
ಬಲ ತ್ದಿಯಲ್ಲಿ ಕೆಲಸದ ಮೇಲೆ್ಮ ಮೈಯಲ್ಲಿ ಕರಗಿದ ಕೊಳದ
ಸಣ್ಣ ಕೊಚ್ಚಿ ಗುಂಡಿಯನ್ನು ರೂಪಿಸಲು ಲರೋಹವನ್ನು
ಫ್ಯಾ ಸ್ ಮಾಡಿ.
ಫಿಲಲಿ ರ್ ರಾಡ್ನು ಂದಿಗೆ ಸಮಿ್ಮ ಳನವನ್ನು ನಡೆಸುವುದು:ಗಾಯಾ ಸ್
ವೆಲ್್ಡ ಂಗ್ ಸಮಯದಲ್ಲಿ , ಹೆಚಿಚಿ ನ ಕ್ರೋಲುಗಳಿಗೆ ಸರಿಯಾದ
ಗಾತ್್ರ ದ ವೆಲ್್ಡ ಅನ್ನು ಪಡೆಯಲು ಮತ್್ತ ಬಲವಾದ ಜಂಟ್
ಪಡೆಯಲು ಫಿಲಲಿ ರ್ ಲರೋಹದ ಅಗತ್ಯಾ ವಿರುತ್್ತ ದೆ. ಆದ್ದ ರಿಂದ
ಜ್್ವ ಲೆಯು ಮೂಲ ಲರೋಹವನ್ನು ಕರಗಿಸುವಾಗ, ಜಂಟ್ಯಲ್ಲಿ
ತ್ರೋಡು ಅಥವಾ ಖಿನನು ತೆಯನ್ನು ತ್ಂಬಲು ಫಿಲಲಿ ರ್ ರಾಡ್
ಅನ್ನು ಕರಗಿಸುತ್್ತ ದೆ. ಲರೋಹದ ಮೇಲೆ್ಮ ಮೈಯನ್ನು ಬೆಸ್ಯಿರಿ, ಕರಗಿದ ಪೂಲ್ ಅನ್ನು
ಕರಗಿದ ಕೊಳದಲ್ಲಿ ಫಿಲಲಿ ರ್ ಲರೋಹದ ಆಹಾರಕೆಕೆ ವಿಶೇಷ್ ನಿವ್ಗಹಿಸಿ ಮತ್್ತ ಸರಿಯಾದ ಚಲನೆಯಂದಿಗೆ ಫಿಲಲಿ ರ್
ಕೌಶ್ಲಯಾ ಗಳು ಬೇಕಾಗುತ್್ತ ವೆ. ಲರೋಹವನ್ನು ಸೇರಿಸಿ.
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿರೋವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.1.09 37