
Page 49 - Welder - TP - Kannada
P. 49
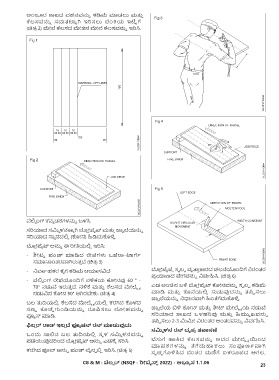
ಅಂಜೂರ ಶಾಖದ ವಹನವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್್ತ
ಕೆಲಸವನ್ನು ಸಮತ್ಟ್್ಟ ಗಿ ಇರಿಸಲು ಬೆಂಕ್ಯ ಇಟ್್ಟ ಗೆ
(ಚಿತ್್ರ 2) ಮೇಲೆ ಕೆಲಸದ ಮೇಜಿನ ಮೇಲೆ ಕೆಲಸವನ್ನು ಇರಿಸಿ.
ವೆಲ್್ಡ ಂಗ್ ಕನನು ಡಕಗಳನ್ನು ಬಳಸಿ.
ಸರಿಯಾದ ಸಮಿ್ಮ ಳನಕಾಕೆ ಗಿ ಬಲಿ ರೋಪೈಪ್ ಮತ್್ತ ಜ್್ವ ಲೆಯನ್ನು
ಸರಿಯಾದ ಸಾ್ಥ ನದಲ್ಲಿ (ಕೊರೋನ) ಹಿಡಿದುಕೊಳಿಳಿ .
ಬಲಿ ರೋಪೈಪ್ ಅನ್ನು ಈ ರಿರೋತಿಯಲ್ಲಿ ಇರಿಸಿ:
- ಶರೋರ್ನು ಪಂಚ್ ಮಾಡಿದ ರೇಖೆಗಳು ಒಪ್ರಾ-ಟ್ಗೆ್ಗ
ಸಮಾನಾಂತ್ರವಾಗಿರುತ್್ತ ದೆ (ಚಿತ್್ರ 3)
- ನಿವಾ್ಗಹಕರ ಕೈಗೆ ಕಡಿಮೆ ಆಯಾಸವಿದೆ ಬಲಿ ರೋಪೈಪ್್ಟ್ ಸ್ವ ಲ್ಪ ವೃತಾ್ತ ಕಾರದ ಚಲನೆಯಂದಿಗೆ ನಿರಂತ್ರ
ಪ್ರ ಯಾಣದ ವೇಗವನ್ನು ನಿವ್ಗಹಿಸಿ. (ಚಿತ್್ರ 6)
- ವೆಲ್್ಡ ಂಗ್ ರೇಖೆಯಂದಿಗೆ ನಳಿಕೆಯ ಕೊರೋನವು 60 ° -
70° ನಡುವೆ ಇರುತ್್ತ ದೆ. ನಳಿಕೆ ಮತ್್ತ ಕೆಲಸದ ಮೇಲೆ್ಮ ಮೈ ಎಡ ಅಂಚಿನ ಬಳಿ ಬಲಿ ರೋಪೈಪ್ ಕೊರೋನವನ್ನು ಸ್ವ ಲ್ಪ ಕಡಿಮೆ
ನಡುವಿನ ಕೊರೋನ 90° ಆಗಿರಬೇಕು. (ಚಿತ್್ರ 4) ಮಾಡಿ ಮತ್್ತ ಕೊನೆಯಲ್ಲಿ ಸುಡುವುದನ್ನು ತ್ಪಿ್ಪ ಸಲು
ಜ್್ವ ಲೆಯನ್ನು ನಿಧಾನವಾಗಿ ಹಿಂತೆಗೆದುಕೊಳಿಳಿ .
ಬಲ ತ್ದಿಯಲ್ಲಿ ಕೆಲಸದ ಮೇಲೆ್ಮ ಮೈಯಲ್ಲಿ ಕರಗಿದ ಕೊಳದ
ಸಣ್ಣ ಕೊಚ್ಚಿ ಗುಂಡಿಯನ್ನು ರೂಪಿಸಲು ಲರೋಹವನ್ನು ಜ್್ವ ಲೆಯ ಬಿಳಿ ಕೊರೋರ್ ಮತ್್ತ ಶರೋಟ್ ಮೇಲೆ್ಮ ಮೈಯ ನಡುವೆ
ಫ್ಯಾ ಸ್ ಮಾಡಿ. ಸರಿಯಾದ ಶಾಖದ ಒಳಹರಿವು ಮತ್್ತ ಹಿಮು್ಮ ಖವನ್ನು
ತ್ಪಿ್ಪ ಸಲು 2-3 ಮಿಮಿರೋ ನಿರಂತ್ರ ಅಂತ್ರವನ್ನು ನಿವ್ಗಹಿಸಿ.
ಫಿಲ್ಲಿ ರ್ ರಾಡ್ ಇಲ್ಲಿ ದ್ ಫ್ಯಾ ಷ್ನ್ ರನ್ ಮ್ಡುವುದು
ಸಮ್್ಮ ಳನ ರನ್ ದೃರ್ಯಾ ತಪಾಸಣೆ
ಒಂದು ಸಾಲ್ನ ಬಲ ತ್ದಿಯಲ್ಲಿ ಸ್ಥ ಳ ಸಮಿ್ಮ ಳನವನ್ನು
ಪಡೆಯುವುದರಿಂದ ಬಲಿ ರೋಪೈಪ್ ಅನ್ನು ಎಡಕೆಕೆ ಸರಿಸಿ. ಬೆಸುಗೆ ಹಾಕ್ದ ಕೆಲಸವನ್ನು ಅದರ ಮೇಲೆ್ಮ ಮೈಯಿಂದ
ಮಾಪಕಗಳನ್ನು ತೆಗೆದುಹಾಕಲು ಸಂಪೂ ಣ್ಗ ವಾ ಗಿ
ಕರಗಿದ ಪೂಲ್ ಅನ್ನು ಪಂಚ್ ಲೈನನು ಲ್ಲಿ ಇರಿಸಿ. (ಚಿತ್್ರ 5) ಸ್ವ ಚ್ಛ ಗಳಿಸಿದ ನಂತ್ರ ಮಣಿಗೆ ಏಕರೂಪದ ಅಗಲ,
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿರೋವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.1.06 23