
Page 302 - Welder - TP - Kannada
P. 302
7 40 ರಿಿಂದ 50% ಬ್ಳಿಳಿ ಮತು್ತ 15-25%-15% ಸತುವು
ಉಳಿದಿರುವ ತಾಮ್ರ ದೊಿಂದಿಗೆ 1.6mm ø ಫಿಲಲಿ ರ್ ರಾಡ್
ಅನ್ನು ಆಯ್್ಕಿ ಮಾಡ.
8 ಸಾಪಿ ಕ್ಕ್ ಲೈಟ್ರ್ ಮೂಲಕ ಜಾವಾ ಲೆಯನ್ನು ಹೊತ್್ತ ಸಿ.
9 ಸವಾ ಲಪಿ ಆಕ್ಸಿ ಡೈಸಿಿಂಗ್ ಜಾವಾ ಲೆಯನ್ನು ಹೊಿಂದಿಸಿ.
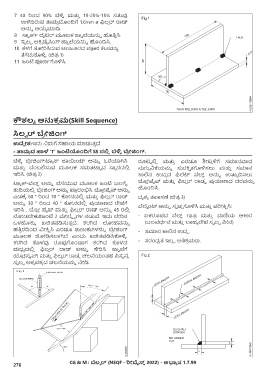
10 ಕೆಳಗೆ ತರೇರಿಸಿರುವ ಅಿಂಜೂರದ ಪ್್ರಕಾರ ಕೆಲಸವನ್್ನನು
ತೆಗೆದುಕೊಳಿಳಿ . (ಚಿತ್್ರ 1)
11 ಜಂಟ ಪೂಣಕ್ಗೊಳಿಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರ ಮ(Skill Sequence)
ಸ್ಲ್ವಾ ರ್ ಬ್್ರ ರೇಜಿಿಂಗ್
ಉದ್್ದ ರೇಶ:ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ತಾಮ್ರ ದ ಹಾಳೆ ‘T’ ಜಂಟಿಯೊಿಂದಿಗೆ SS ನಲ್ಲಿ ಬ್ಳಿಳಿ ಬ್್ರ ರೇಜಿಿಂಗ್.
ಬ್ಳಿಳಿ ಬ್್ರ ರೇಜಿಿಂಗ್:ಟ್ಯಾ ಕ್ ಜಾಯಿಿಂಟ್ ಅನ್ನು ಓರೆಯಾಗಿಸಿ ರೂಟ್ನು ಲ್ಲಿ ಮತು್ತ ಎರಡೂ ಶರೇಟ್ಗೆ ಳಿಗೆ ಸಮಾನವಾದ
ಮತು್ತ ಬ್ಿಂಬಲ್ಸುವ ಮೂಲಕ ಸಮತ್ಟ್್ಟ ದ ಸಾಥಾ ನದಲ್ಲಿ ನ್ಗುಗೆ ವಿಕೆಯನ್ನು ಸುರಕ್ಷಿ ತ್ಗೊಳಿಸಲು ಮತು್ತ ಸಮಾನ
ಇರಿಸಿ. (ಚಿತ್್ರ 2) ಕಾಲ್ನ ಉದ್ದ ದ ಫಿಲೆಟ್ ವೆಲ್ಡ್ ಅನ್ನು ಉತಾಪಿ ದಿಸಲು
ಟ್ಯಾ ಕ್-ವೆಲ್ಡ್ ಅನ್ನು ಬ್ಸೆಯುವ ಮೂಲಕ ಜಂಟ ಬಲಗೈ ಬ್ಲಿ ರೇಪೈಪ್ ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡನು ಪ್್ರ ಯಾಣದ ದರವನ್ನು
ತುದಿಯಲ್ಲಿ ಬ್್ರ ರೇಜಿಿಂಗ್ ಅನ್ನು ಪ್್ರ ರಂಭಿಸಿ. ಬ್ಲಿ ರೇಪೈಪ್ ಅನ್ನು ಹೊಿಂದಿಸಿ.
ಎಡಕೆ್ಕಿ 60 ° ರಿಿಂದ 70 ° ಕೊರೇನದಲ್ಲಿ ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ದೃಶ್ಯಾ ತ್ಪ್ಸಣೆ (ಚಿತ್್ರ 3)
ಅನ್ನು 30 ° ರಿಿಂದ 40 ° ಕೊರೇನದಲ್ಲಿ ಪ್್ರ ಯಾಣದ ರೇಖೆಗೆ ವೆಲೆ್ಮ ಿಂಟ್ ಅನ್ನು ಸವಾ ಚ್್ಛ ಗೊಳಿಸಿ ಮತು್ತ ಪ್ರಿರೇಕ್ಷಿ ಸಿ:
ಇರಿಸಿ . ಬ್ಲಿ ರೇ ಪೈಪ್ ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ಅನ್ನು 45 ರಲ್ಲಿ
ನರೇಡಬೇಕು0ಜಂಟ 2 ಮೇಲೆ್ಮ ರೈಗಳ ನಡುವೆ. ಇದು ಬೇರಿನ - ಏಕರೂಪ್ದ ವೆಲ್ಡ್ ಗಾತ್್ರ ಮತು್ತ ಮಣಿಯ ಆಕಾರ
ಒಳಹೊಕು್ಕಿ ಖಚಿತ್ಪ್ಡಸುತ್್ತ ದೆ. ಕರಗಿದ ಲರೇಹವನ್ನು (ಬಲವಧ್ಕ್ನೆ ಮತು್ತ ಬಾಹಯಾ ರೇಖೆ ಸವಾ ಲಪಿ ಪ್ರೇನ)
ಹತ್್ತ ರದಿಿಂದ ವಿರೇಕ್ಷಿ ಸಿ ಎರಡೂ ತುಣುಕುಗಳನ್ನು ಬ್್ರ ರೇಜಿಿಂಗ್ - ಸಮಾನ ಕಾಲ್ನ ಉದ್ದ .
ಮೂಲಕ ಜರೇಡಸಲ್ಗಿದೆ ಎಿಂದು ಖಚಿತ್ಪ್ಡಸಿಕೊಳಿಳಿ .
ಕರಗಿದ ಕೊಳವು ರೂಪುಗೊಿಂಡಾಗ ಕರಗಿದ ಕೊಳದ - ಸರಂಧ್್ರ ತೆ ಇಲಲಿ , ಅತ್ಕ್ರ ಮಣ.
ಮಧ್ಯಾ ದಲ್ಲಿ ಫಿಲಲಿ ರ್ ರಾಡ್ ಅನ್ನು ಸೇರಿಸಿ. ಜಾವಾ ಲೆಗೆ
(ಬ್ಲಿ ರೇಪೈಪ್) ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡೆಗೆ ಚ್ಲನೆಯಂತ್ಹ ಪ್ಸ್ಟ ನೆಗೆ
ಸವಾ ಲಪಿ ಅಕ್ಕಿ ಪ್ಕ್ಕಿ ದ ಚ್ಲನೆಯನ್ನು ನಿರೇಡ.
276 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿರೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.7.99