
Page 232 - Welder - TP - Kannada
P. 232
ಕೆಲ್ಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• 18 ರಿಂದ 21 ವಟೀಲ್ಟ ್ಗಳು ಮತ್್ತ 90 ಮತ್್ತ 100 • ಚಿತ್್ರ 3 ರಲ್ಲಿ ತಟೀರಿಸಿರುವ ಮಣಿ ಅನ್ಕ್ರ ಮವನ್ನು
ಆಂಪಿಯಗ್ಬಳು, ರ್ಯಾ ಸ್ ಫ್ಲಿ ಟೀ 8-10 LPM ಅನ್ನು ರ್ಳಸಿಕೊಂಡು ಜಂಟ್ ಪೂಣ್ಬಗೊಳಿಸಿ. ವೆಲ್ಡ್ ಹರಿವಿಗೆ
ಪ್ಡೆಯಲು ವಿದುಯಾ ತ್ ಮೂಲ ಮತ್್ತ ವೈರ್ ಫಿಟೀಡರ್ ಸಹಾಯ ಮಾಡಲು ಮತ್್ತ ತಟೀಡು ಮತ್್ತ ಹಿಂದಿನ
ಅನ್ನು ಹೊಂದಿಸಿ. ಮಣಿಗಳ ಸೈಡ್್ವ ಲ್ಗ ಳಿಗೆ ಬೆಸ್ಯಲು ಸ್ವ ಲ್ಪ ನೇಯೆ್ಗ ರ್ಳಸಿ.
• ಸೇರಬೇಕಾದ ತ್ಂಡುಗಳನ್ನು ಸಂಪೂಣ್ಬವಾಗಿ • ನಿಟೀವು ವೆಲ್ಡ್ ಅನ್ನು ಪೂಣ್ಬಗೊಳಿಸಿದ್ಗ, ಅದನ್ನು
ಸ್ವ ಚ್ಛ ಗೊಳಿಸಿ. ಪ್ಲಿ ಟೀಟ್ನು ಮೇಲ್ಭಾ ಗ, ತಟೀಡಿನ ಸೈಡ್್ವ ಲ್ಗ ಳು ತಂಪಾಗಿಸಿ ಮತ್್ತ ಅದನ್ನು ಪ್ರಿಟೀರ್ಷಿ ಸಿ.
ಮತ್್ತ ರ್ಟೀಲ್ನ ಕ್ಳಭ್ಗಕ್ಕೆ ನಿದಿ್ಬಷ್ಟ ವಾಗಿ ಗಮನ ಕೊಡಿ.
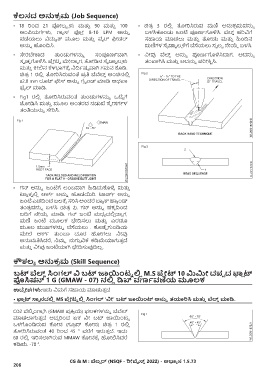
ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಟೀರಿಸಿರುವಂತೆ ಪ್್ರ ತಿ ಬೆವೆಲ್ಡ್ ಅಂಚಿನಲ್ಲಿ
a2.0 mm ರೂಟ್ ಫೇಸ್ ಅನ್ನು ಗೆ್ರ ಮೈಂಡ್ ಮಾಡಿ ಅರ್ವಾ
ಫೈಲ್ ಮಾಡಿ.
• Fig1 ರಲ್ಲಿ ತಟೀರಿಸಿರುವಂತೆ ತ್ಂಡುಗಳನ್ನು ಒಟ್್ಟ ಗೆ
ಜಟೀಡಿಸಿ ಮತ್್ತ ಮೂಲ ಅಂತ್ರದ ನಡುವೆ ಸ್್ಪ ಟೀಸಗ್ಬಳ
ತಂತಿಯನ್ನು ಸೇರಿಸಿ.
• ಗನ್ ಅನ್ನು ಜಂಟ್ಗೆ ಲಂರ್ವಾಗಿ ಹಿಡಿದುಕೊಳಿಳಿ ಮತ್್ತ
ಟ್ಯಾ ಕನು ಲ್ಲಿ ಆಕ್್ಬ ಅನ್ನು ಹೊಡೆಯಿರಿ. ಟ್ರ್್ಬ ಅನ್ನು
ಜಂಟ್ ಎಡದಿಂದ ರ್ಲಕ್ಕೆ ಸರಿಸಿ ಅಂದರೆ ಬ್ಯಾ ಕ್ ಹಾಯಾ ಂಡ್
ತಂತ್್ರ ವನ್ನು ರ್ಳಸಿ (ಚಿತ್್ರ 2). ಗನ್ ಅನ್ನು ಪ್ಕಕೆ ದಿಂದ
ರ್ದಿಗೆ ನೇಯೆ್ಗ ಮಾಡಿ. ಗನ್ ಜಂಟ್ ಮಧ್ಯಾ ದಲ್ಲಿ ದ್್ದ ಗ,
ಮಣಿ ಜಂಟ್ ಮೂಲಕ ಭೇದಿಸಲು ಮತ್್ತ ಎರಡೂ
ಮೂಲ ಮುಖಗಳನ್ನು ಬೆಸ್ಯಲು . ಕೊರ್ಚಿ ಗುಂಡಿಯ
ಮೇಲ್ ಆಕ್್ಬ ತ್ಂಬ್ ದೂರ ಹೊಟೀಗಲು ನಿಟೀವು
ಅನ್ಮತಿಸಿದರೆ, ನಿಮ್ಮ ನ್ಗು್ಗ ವಿಕ್ ಕಡಿಮೆಯಾಗುತ್್ತ ದೆ
ಮತ್್ತ ನಿಟೀವು ಜಂಟ್ಯಾಗಿ ಭೇದಿಸುವುದಿಲಲಿ .
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರ ಮ (Skill Sequence)
ಬಟ್ ವೆಲ್್ಡ ಸಿಿಂಗಲ್ ವಿ ಬಟ್ ಜಾಯಿಿಂಟ್ನ ಲ್ಲಿ M.S ಪ್ಲಿ ೀಟ್ 10 ಮಿಮಿೀ ದಪ್್ಪ ದ ಫ್ಲಿ ಟ್
ಪೊಸಿಷನ್ 1 G (GMAW - 07) ನಲ್ಲಿ ಡಿಪ್ ವಗ್ಕ್ವಣೆಯ ಮೂಲ್ಕ್
ಉದ್್ದ ೀಶಗಳು:ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಫ್ಲಿ ಟ್ ಸ್ಥಾ ನದಲ್ಲಿ MS ಪ್ಲಿ ೀಟ್ನ ಲ್ಲಿ ಸಿಿಂಗಲ್ ‘ವಿೀ’ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನು್ನ ತ್ಯಾರಿಸಿ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ.
CO2 ವೆಲ್ಡ್ ಂರ್್ಗ ಗಿ (GMAW ಪ್್ರ ರ್್ರ ಯೆ) ಫಲಕಗಳನ್ನು ಬೆವೆಲ್
ಮಾಡಲ್ಗುತ್್ತ ದೆ ಆದ್ದ ರಿಂದ ಏಕ ವಿಟೀ ರ್ಟ್ ಜಾಯಿಂಟ್ನು
ಒಳಗೊಂಡಿರುವ ಕೊಟೀನ (ಗ್್ರ ವ್ ಕೊಟೀನ) ಚಿತ್್ರ 1 ರಲ್ಲಿ
ತಟೀರಿಸಿರುವಂತೆ 40 ರಿಂದ 45 ° ವರೆಗೆ ಇರುತ್್ತ ದೆ. ಇದು
60 ರಲ್ಲಿ ಇರಿಸಲ್ಗಿರುವ MMAW ಕೊಟೀನಕ್ಕೆ ಹೊಟೀಲ್ಸಿದರೆ
ಕಡಿಮೆ. -70 °.
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.5.73
206