
Page 198 - Welder - TP - Kannada
P. 198
ಕೆಲ್ಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• ಚೌಕದ ಅುಂಚುಗಳೊುಂದಿಗೆ ಆಯಾಮಕ್ಕೆ ಅನುಗುಣವಾಗಿ • ಜಂಟ್ ಮತು್ತ ಮಧ್ಯಾ ದಲ್ಲಿ ಎರಡೂ ತುದಿಗಳಲ್ಲಿ ಟ್ಯಾ ರ್-
ಅಲ್ಯಾ ಮಿನಿಯಂ ಹ್ಳೆಯನುನು ತ್ಯಾರಿಸಿ. ವೆಲ್ಡ್ .
• ಮೇಲೆ್ಮ ಮೈ ಆಕ್್ಸ ಮೈಡ್ ಮತು್ತ ಇತ್ರ ಕಲ್ಮ ಶಗಳನುನು • ಬ್ಲಿ ಲೇ ಪೈಪ್ ಜ್್ವ ಲೆಯನೆನು ಲೇ ಬಳಸಿಕೊುಂಡು ವೆಲ್ಡ್ ುಂಗ್
ತೆಗೆದುಹ್ಕಲು ಹ್ಳೆಗಳ ಮೇಲೆ್ಮ ಮೈ ಮತು್ತ ಅುಂಚುಗಳನುನು ಸಮಯದಲ್ಲಿ ವ್ಸ್ತ ರಣೆಯ ಪ್ರಿಣಾಮವನುನು ಕಡಿಮೆ
ಸ್ವ ಚ್ಛ ಗಳಿಸಿ. ಮಾಡಲು ಕ್ಲಸವನುನು 150 ° - 180 ° C ತಾಪ್ಮಾನಕ್ಕೆ
• ಅಲ್ಯಾ ಮಿನಿಯಂ ಹ್ಳೆಗಳನುನು ರುಬ್ಬು ವ ಯಂತ್್ರ ದಲ್ಲಿ ಪೂವಕ್ಭ್ವ್ಯಾಗಿ ಕಾಯಿಸಿ.
ಪುಡಿ ಮಾಡಬೇಡಿ. • ಬ್ಲಿ ಲೇ ಪೈಪ್ ಅನುನು 40° ರಿುಂದ 50° ಕೊಲೇನದಲ್ಲಿ
• ಬಟ್ಟಿ ುಂಗ್ ಅುಂಚುಗಳ ಮೇಲೆ ಪೇಸಿಟಿ ಫ್ಲಿ ರ್್ಸ ಅನುನು ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ಅನುನು 30° - 40° ಕೊಲೇನದಲ್ಲಿ
ಅನ್ವ ಯಿಸಿ. ಹಿಡಿದಿಟ್ಟಿ ಕೊಳ್ಳಿ ವ ಮೂಲಕ ಎಡಬದಿಯ ತಂತ್್ರ ದಿುಂದ
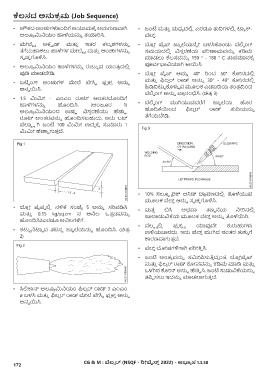
ವೆಲ್ಡ್ ುಂಗ್ ಅನುನು ಪ್್ರ ರಂಭಿಸಿ. (ಚಿತ್್ರ 3)
• 1.5 ಮಿಮಿಲೇ - ಎುಂಎುಂ ರೂಟ್ ಅುಂತ್ರದೊುಂದಿಗೆ
ಹ್ಳೆಗಳನುನು ಹೊುಂದಿಸಿ. (ಅುಂಜೂರ 1) • ವೆಲ್ಡ್ ುಂಗ್ ಮುಗಿಯುವವರೆಗೆ ಜ್್ವ ಲೆಯ ಹೊರ
ಅಲ್ಯಾ ಮಿನಿಯಂನ ಉಷ್್ಣ ವ್ಸ್ತ ರಣೆಯು ಹೆಚುಚು , ಹೊದಿಕ್ಯಿುಂದ ಫಿಲಲಿ ರ್ ರಾಡ್ ತುದಿಯನುನು
ರೂಟ್ ಅುಂತ್ರವನುನು ಹೊುಂದಿಸಬಹುದು, ಅದು ಬಟ್ ತೆಗೆಯಬೇಡಿ.
ವೆಲ್ಡ್ ್ಸಗಾ ಗಿ ಜಂಟ್ 100 ಮಿಮಿಲೇ ಉದ್ದ ಕ್ಕೆ ಸುಮಾರು 1
ಮಿಮಿಲೇ ಹೆಚ್ಚು ಗುತ್್ತ ದೆ.
• 10% ಸಲ್ಫ್ ಯಾ ರಿರ್ ಆಸಿಡ್ ದಾ್ರ ವಣದಲ್ಲಿ ತಳೆಯುವ
ಮೂಲಕ ವೆಲ್ಡ್ ಅನುನು ಸ್ವ ಚ್ಛ ಗಳಿಸಿ.
• ಬ್ಲಿ ಲೇ ಪೈಪ್ನು ಲ್ಲಿ ನಳಿಕ್ ಸಂಖೆಯಾ 5 ಅನುನು ಸರಿಪ್ಡಿಸಿ • ಮತೆ್ತ ಬಿಸಿ ಅಥವಾ ತ್ಣ್ಣ ನೆಯ ನಿಲೇರಿನಲ್ಲಿ
ಮತು್ತ 0.15 kg/sq.cm ನ ಅನಿಲ ಒತ್್ತ ಡವನುನು ಜ್ಲ್ಡುವ್ಕ್ಯ ಮೂಲಕ ವೆಲ್ಡ್ ಅನುನು ತಳೆಯಿರಿ.
ಹೊುಂದಿಸಿ2ಎರಡೂ ಅನಿಲಗಳಿಗೆ.
• ವೆಲಡ್ ನು ಲ್ಲಿ ಫ್ಲಿ ಕ್ಸ ನು ಯಾವುದೇ ಕುರುಹುಗಳ್
• ಕಟ್ಟಿ ನಿಟ್ಟಿ ದ ತ್ಟ್ಸಥಾ ಜ್್ವ ಲೆಯನುನು ಹೊುಂದಿಸಿ. (ಚಿತ್್ರ ಉಳಿಯಬಾರದು. ಇದು ವೆಲ್ಡ್ ಮುಗಿದ ನಂತ್ರ ತುಕುಕೆ ಗೆ
2) ಕಾರಣವಾಗುತ್್ತ ದೆ.
• ವೆಲ್ಡ್ ದೊಲೇಷ್ಗಳಿಗಾಗಿ ಪ್ರಿಲೇಕಿಷಿ ಸಿ.
• ಜಂಟ್ ಅುಂತ್ಯಾ ವನುನು ಸಮಿಲೇಪಿಸುತಿ್ತ ದ್ದ ುಂತೆ, ಬ್ಲಿ ಲೇಪೈಪ್
ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ಕೊಲೇನವನುನು ಕಡಿಮೆ ಮಾಡಿ ಮತು್ತ
ಒಳಗಿನ ಕೊಲೇನ್ ಅನುನು ಹೆಚಿಚು ಸಿ. ಜಂಟ್ ಸುಡುವ್ಕ್ಯನುನು
ತ್ಪಿ್ಪ ಸಲು ಇದನುನು ಮಾಡಲ್ಗುತ್್ತ ದೆ.
• ಸಿಲ್ಕಾನ್ ಅಲ್ಯಾ ಮಿನಿಯಂ ಫಿಲಲಿ ರ್ ರಾಡ್ 3 ಎುಂಎುಂ
ø ಬಳಸಿ ಮತು್ತ ಫಿಲಲಿ ರ್ ರಾಡ್ ಮೇಲೆ ಪೇಸಿಟಿ ಫ್ಲಿ ರ್್ಸ ಅನುನು
ಅನ್ವ ಯಿಸಿ.
172 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಟೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.3.58