
Page 169 - Welder - TP - Kannada
P. 169
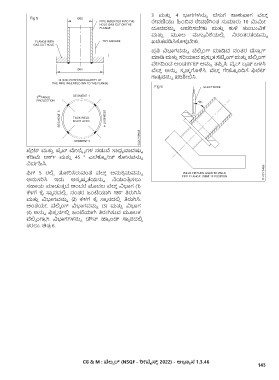
3 ಮತ್್ತ 4 ಭ್ಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ವೆಲ್್ಡಿ
ಠೇವಣಿಯು ಹಿಂದ್ನ ಠೇವಣಿಗಿಂತ್ ಸುಮಾರು 10 ಮ್ಮ್ೀ
ದೂರವನ್ನು ಆವರಿಸಬೇಕು ಮತ್್ತ ಕುಳ್ ತ್ಂಬುವಿಕ್
ಮತ್್ತ ಮೂಲ್ ನ್ಗುಗು ವಿಕ್ಯಲ್ಲಿ ನಿರಂತ್ರತೆಯನ್ನು
ಖಚಿತ್ಪಡಿಸಿಕೊಳಳಿ ಬೇಕು.
ಪ್ರ ತಿ ವಿಭ್ಗವನ್ನು ವೆಲ್್ಡಿ ಂಗ್ ಮಾಡಿದ ನಂತ್ರ ಡೆಸಾಲಿ ಗ್
ಮಾಡಿ ಮತ್್ತ ಸರಿಯಾದ ಪ್ರ ಸು್ತ ತ್ ಸೆಟಿ್ಟ ಂಗ್ ಮತ್್ತ ವೆಲ್್ಡಿ ಂಗ್
ವೇಗದ್ಂದ ಅಂಡಕ್್ವಟ್ ಅನ್ನು ತ್ಪ್್ಪ ಸಿ. ವೈರ್ ಬ್ರ ಷ್ ಬಳಸಿ
ವೆಲ್್ಡಿ ಅನ್ನು ಸ್ವ ಚ್ಛ ಗೊಳ್ಸಿ. ವೆಲ್್ಡಿ ಗೇಜನು ಂದ್ಗೆ ಫಿಲೆಟ್
ಗಾತ್್ರ ವನ್ನು ಪರಿಶೀಲ್ಸಿ.
ಪ್ಲಿ ೀಟ್ ಮತ್್ತ ಪೈಪ್ ಮೇಲೆಮಿ ಸೈಗಳ ನಡುವೆ ಸಾಧ್ಯಾ ವಾದಷ್್ಟ
ಕ್ಡಿಮೆ ಆಕ್್ವ ಮತ್್ತ 45 ° ಎಲೆಕೊ್ಟ ್ರೀಡ್ ಕೊೀನವನ್ನು
ನಿವ್ವಹಿಸಿ.
ಫಿಗ್ 5 ರಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ವೆಲ್್ಡಿ ಅನ್ಕ್್ರ ಮವನ್ನು
ಅನ್ಸರಿಸಿ ಇದು ಅಸ್ಪ ಷ್ಟ ತೆಯನ್ನು ನಿಯಂತಿ್ರ ಸಲು
ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ ಅಂದರೆ ಮೊದಲ್ ವೆಲ್್ಡಿ ವಿಭ್ಗ (1)
ಕ್ಳಗೆ ಕೈ ಸಾ್ಥ ನದಲ್ಲಿ . ನಂತ್ರ ಜಂಟಿಯಾಗಿ 180° ತಿರುಗಿಸಿ
ಮತ್್ತ ವಿಭ್ಗವನ್ನು (2) ಕ್ಳಗೆ ಕೈ ಸಾ್ಥ ನದಲ್ಲಿ ತಿರುಗಿಸಿ.
ಅಂತೆಯೇ, ವೆಲ್್ಡಿ ಂಗ್ ವಿಭ್ಗವನ್ನು (3) ಮತ್್ತ ವಿಭ್ಗ
(4) ಅನ್ನು ಫಿಕ್್ಚ ನ್ವಲ್ಲಿ ಜಂಟಿಯಾಗಿ ತಿರುಗಿಸುವ ಮೂಲ್ಕ್
ವೆಲ್್ಡಿ ಂಗಾಗು ಗಿ ವಿಭ್ಗಗಳನ್ನು ಡೌನ್ ಹಾಯಾ ಂಡ್ ಸಾ್ಥ ನದಲ್ಲಿ
ತ್ರಲು. ಚಿತ್್ರ 6.
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಟೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.3.46
143