
Page 158 - Welder - TP - Kannada
P. 158
ಕೆಲ್ಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• MS ಪ್ಲಿ ೀಟ್ ಅನ್ನು 12mm ದಪ್ಪ ದ ಗಾತ್್ರ ಕ್ಕೂ ಕ್ತ್್ತ ರಿಸಿ (2 • ಪ್ಲಿ ೀಟನು ಕ್ಳಗಿನಿಂದ ಪ್್ರ ರಂಭವಾಗುವ ರೂಟ್ ರನ್
ಸಂಖೆಯಾ ಗಳು). ಅನ್ನು ಮೇಲ್ಕ್ಕೂ ಠೇವಣಿ ಮಾಡಿ ಮತ್್ತ ಏಕ್ರೂಪದ
ಬೇರಿನ ನ್ಗುಗು ವಿಕ್ಯನ್ನು ನಿವ್ವಹಿಸಿ.
• ಡ್್ರ ಯಿಂಗ್ ಪ್ರ ಕಾರ ಅಂಚುಗಳನ್ನು ಬೆವೆಲ್ ಮಾಡಿ.
• ಸರ್್ಣ ಆಕ್್ವ ಬಳಸಿ.
• ಎರಡೂ ಪ್ಲಿ ೀಟಗು ಳು 30 ರಿಂದ 35° ಬೆವೆಲ್ ಕೊೀನ
ಮತ್್ತ 1.5mm ರೂಟ್ ಮುಖವನ್ನು ಹಂದ್ರುತ್್ತ ವೆ • ಸಾಲಿ ಯಾ ಗ್ ಇತಾಯಾ ದ್ಗಳನ್ನು ತೆಗೆದುಹಾಕಿ ಮತ್್ತ ವೈರ್
ಮತ್್ತ ಅಂಚುಗಳಲ್ಲಿ ಯಾವುದೇ ಬುರ್ ಅನ್ನು ಬ್ರ ಷ್ನು ಂದ ವೆಲ್್ಡಿ ಅನ್ನು ಸ್ವ ಚ್ಛ ಗೊಳ್ಸಿ.
ಹಂದ್ರುವುದ್ಲ್ಲಿ . • ø4mm MS ಎಲೆಕೊ್ಟ ್ರೀಡ್ ಮತ್್ತ 150-amp ಕ್ರೆಂಟ್
• ಸೆ್ಪ ೀಸಗ್ವಳನ್ನು ಬಳಸುವುದರಿಂದ ಥ್್ರ -ಔಟ್ ಮತ್್ತ ಬಳಸಿ.
ಟ್ಯಾ ಕ್ ವೆಲ್್ಡಿ ಪ್ಲಿ ೀಟಗು ಳನ್ನು 2 ಮ್ಮ್ೀ ಏಕ್ರೂಪದ • ಠೇವಣಿ 2nd, 3RDಸರಿಯಾದ ನೇಯೆಗು ತಂತ್್ರ ವನ್ನು ಬಳಸಿ
ಅಂತ್ರವನ್ನು ನಿವ್ವಹಿಸಿ. ರನ್ ಮಾಡಿ ಮತ್್ತ ಲಂಬವಾದ ಸಾ್ಥ ನದಲ್ಲಿ ವೆಲ್್ಡಿ ಅನ್ನು
• ಜಂಟಿ ಮೂಲ್ ಭ್ಗದಲ್ಲಿ ಪ್ಲಿ ೀಟಗು ಳನ್ನು 177 ° ಗೆ ಪೂರ್್ವಗೊಳ್ಸಿ.
ಪೂವ್ವನಿಗದ್ಗೊಳ್ಸಿ. • ಸರಿಯಾದ ಬೇರಿನ ನ್ಗುಗು ವಿಕ್ ಮತ್್ತ ಇತ್ರ ಬಾಹ್ಯಾ ವೆಲ್್ಡಿ
• ಟ್ಯಾ ಕ್ ವೆಲ್್ಡಿ ಜಾಯಿಂಟ್ ಅನ್ನು ಲಂಬ ಸಾ್ಥ ನದಲ್ಲಿ ದೊೀಷಗಳನ್ನು ಪರಿಶೀಲ್ಸಿ.
ಹಂದ್ಸಿ • ಸಾಧ್ಯಾ ವಾದಾಗಲೆಲಾಲಿ ದೊೀಷಗಳನ್ನು ಸರಿಪಡಿಸಿ.
• DCwelding ಗಾಗಿ ø3.15mm MSelectrode ಮತ್್ತ DCEN
ಧ್್ರ ವಿೀಯತೆಯನ್ನು ಬಳಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರ ಮ (Skill Sequence)
ಲಂಬವ್ದ ಸ್ಥಾ ನದಲಿಲಿ 12mm ದಪಪಿ ವಿರುವ MS ಪ್ಲಿ ಟೀಟನು ಲಿಲಿ ಏಕ್ “V” ಬಟ್ ಜಾಯಿಿಂಟ್
ಉದ್್ದ ಟೀಶ: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• MS ಪ್ಲಿ ಟೀಟನು ಲಿಲಿ ಸ್ಿಂಗಲ್ ‘ವಿ’ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನುನು ಲಂಬವ್ಗಿ ತ್ಯಾರಿಸ್ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ
ತ್ಣುಕುಗಳ ತ್ಯಾರಿಕೆ
ಆಕಿ್ಸ -ಅಸಿಟಿಲ್ೀನ್ ಕ್ತ್್ತ ರಿಸುವ ಮೂಲ್ಕ್ ಅಂಚುಗಳನ್ನು 30
ರಿಂದ 35 ° ಕೊೀನಕ್ಕೂ ಕ್ತ್್ತ ರಿಸಿ ಮತ್್ತ ಬೆವೆಲ್ ಮಾಡಿ.
ಆಕ್್ಸ ಸೈಡಗು ಳನ್ನು ತೆಗೆದುಹಾಕ್ಲು ಬೆವೆಲ್ ಅಂಚುಗಳನ್ನು
ಪುಡಿಮಾಡಿ ಮತ್್ತ ಮೃದುತ್್ವ ವನ್ನು ಪಡೆಯಿರಿ.
ಕ್ತ್ತು ರಿಸುವ್ಗ ಮತ್ತು ರುಬ್ಬು ವ್ಗ ಕ್ನನು ಡಕ್ PPE
ಬಳಸ್.
ಫೈಲ್ಂಗ್ ಮಾಡುವ ಮೂಲ್ಕ್ ಉದ್ದ ಕ್ಕೂ 1.5mm ರೂಟ್
ಫೇಸ್ ಅನ್ನು ತ್ಯಾರಿಸಿ.
ಸ್ಿಂಗಲ್ ‘ವಿ’ ಬಟ್ ಜಾಯಿಿಂಟ್ ಅನುನು ಹೊಿಂದಿಸುವುದು
ಮತ್ತು ಟ್ಯಾ ಕ್ಿಂಗ್ ಮ್ಡುವುದು
ವೆಲ್್ಡ ಮಣಿಗಳ ನಿಕೆಷಿ ಟೀಪ
ಬೆವೆಲ್ ಅಂಚುಗಳನ್ನು 2.5mm ರೂಟ್ ಅಂತ್ರದೊಂದ್ಗೆ 3.15 ಮ್ಮ್ೀ ಡಯಾವನ್ನು ಬಳಸಿಕೊಂಡು ರೂಟ್
ಸಮಾನಾಂತ್ರವಾಗಿ ಇರಿಸಿ. 2.5mm ದಪ್ಪ ದ ಸೆ್ಪ ೀಸಗ್ವಳನ್ನು ರನ್ ಅನ್ನು ಠೇವಣಿ ಮಾಡಿ. ಎಂ.ಎಸ್. ಎಲೆಕೊ್ಟ ್ರೀಡ್
ಏಕ್ರೂಪದ ಮತ್್ತ ಸಮಾನಾಂತ್ರ ರೂಟ್ ಅಂತ್ರವನ್ನು ಮತ್್ತ 110 ಆಂಪ್್ಸ ಕ್ರೆಂಟ್ ಎಲೆಕೊ್ಟ ್ರೀಡನು ಸ್ವ ಲ್್ಪ ಪಕ್ಕೂ ದ
ಪಡೆಯಲು ಬಳಸಲಾಗುತ್್ತ ದೆ ಚಲ್ನೆಯೊಂದ್ಗೆ. (ಚಿತ್್ರ 2)
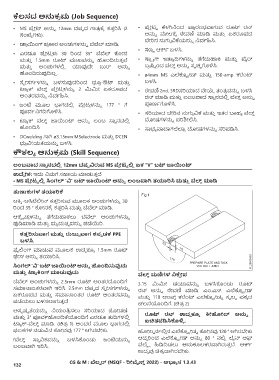
ಅಸ್ಪ ಷ್ಟ ತೆಯನ್ನು ನಿಯಂತಿ್ರ ಸಲು ಸರಿಯಾದ ಜೀಡಣೆ
ಮತ್್ತ 3° ಪೂವ್ವಹಂದ್ಕ್ಯೊಂದ್ಗೆ ಎರಡೂ ತ್ದ್ಗಳಲ್ಲಿ ರೂಟ್ ರನ್ ಉದ್ದ ಕ್ಕೂ ಕ್ಟೀಹೊಟೀಲ್ ಅನುನು
ಟ್ಯಾ ಕ್-ವೆಲ್್ಡಿ ಮಾಡಿ. (ಚಿತ್್ರ 1) ಅಂದರೆ ಮೂಲ್ ಭ್ಗದಲ್ಲಿ ಖಚಿತ್ಪಡಿಸ್ಕೊಳಿಳಿ .
ಫಲ್ಕ್ಗಳ ನಡುವಿನ ಕೊೀನವು 177 ° ಆಗಿರಬೇಕು. ಹೀಲ್್ಡಿ ನ್ವಲ್ಲಿ ನ ಎಲೆಕೊ್ಟ ್ರೀಡನು ಕೊೀನವು 120 ° ಆಗಿರಬೇಕು
fವೆಲ್್ಡಿ ಸಾ್ಥ ನಿಕ್ವನ್ನು ಬಳಸಿಕೊಂಡು ಜಂಟಿಯನ್ನು ಆದ್ದ ರಿಂದ ಎಲೆಕೊ್ಟ ್ರೀಡ್ ಅನ್ನು 80 ° ನಲ್ಲಿ ಲೈನ್ ಆಫ್
ಲಂಬವಾಗಿ ಇರಿಸಿ. ವೆಲೆ್ಡಿ ಗು ಹಿಡಿದ್ಡಲು ಅನ್ಕ್ಲ್ಕ್ರವಾಗಿರುತ್್ತ ದೆ. ಆಕ್್ವ
ಉದ್ದ ವು ಚಿಕ್ಕೂ ದಾಗಿರಬೇಕು.
132 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಟೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.3.43