
Page 114 - Welder - TP - Kannada
P. 114
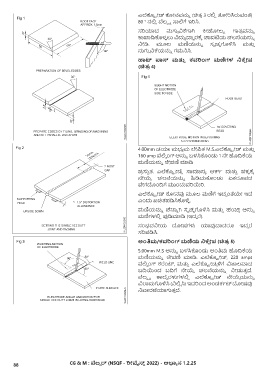
ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ ಕೊಲೇನವನ್ನು (ಚಿತ್ರಾ 3 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ)
80 ° ನಲ್ಲಿ ವೆಲಡ್ ನು ಸಾಲ್ಗೆ ಇರಿಸಿ.
ಸರಿಯಾದ ನ್ಗು್ಗ ವಿಕೆಗ್ಗಿ ರ್ಲೇಹೊಲೇಲನು ಗ್ತ್ರಾ ವನ್ನು
ಕಾಪಾಡಿಕೊಳಳಿ ಲು ವಿದುಯಾ ದಾ್ವ ರಕೆಕು ಚಾವಟಿಯ ಚ್ಲನೆಯನ್ನು
ನಿಲೇಡಿ. ಮೂಲ ಮಣಿಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ
ನ್ಗು್ಗ ವಿಕೆಯನ್ನು ಗಮನಿಸಿ.
ಹಾಟ್ ಪಾಸ್ ಮತ್ತು ಕ್ವರಿಿಂಗ್ ಮಣಿಗಳ ನಿಕೆಷಿ ಲೇಪ್
(ಚಿತ್್ರ 4)
4.00mm ಡಯಾ ಮಧ್ಯಾ ಮ ಲೇಪಿತ್ M.S.ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ ಮತ್್ತ
160 amp ವೆಲ್ಡ್ ಿಂಗ್ ಅನ್ನು ಬಳಸಿಕೊಿಂಡು 1 ನೇ ಹೊದಿಕೆಯ
ಮಣಿಯನ್ನು ಠೇವಣಿ ಮಾಡಿ
ಪ್ರಾ ಸು್ತ ತ್. ಎಲ್ಕೊಟಾ ್ರಲೇಡೆ್ಗ ಸಾಮಾನಯಾ ಆಕ್ಮಿ ಮತ್್ತ ಪ್ಕಕು ಕೆಕು
ನೇಯ್್ಗ ಚ್ಲನೆಯನ್ನು ಹಿಡಿದುಕೊಿಂಡು ಏಕರೂಪ್ದ
ವೇಗದಿಂದಿಗೆ ಮುಿಂದುವರಿಯಿರಿ.
ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ ಕೊಲೇನವು ಮೂಲ ಮಣಿಗೆ ಇದ್ದ ಿಂತೆಯೇ ಇದೆ
ಎಿಂದು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಿಳಿ .
ಮಣಿಯನ್ನು ಚೆನ್ನು ಗಿ ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ ಹಂಪ್ಸಾ ಅನ್ನು
ಮಣಿಗಳಲ್ಲಿ ಪುಡಿಮಾಡಿ (ಇದ್ದ ರೆ).
ಸಂಭವನಿಲೇಯ ದಲೇಷಗಳು ಯಾವುದಾದರೂ ಇದ್ದ ರೆ
ಸರಿಪ್ಡಿಸಿ.
ಅಿಂತಿಮ/ಕ್ವರಿಿಂಗ್ ಮಣಿಯ ನಿಕೆಷಿ ಲೇಪ್ (ಚಿತ್್ರ 5)
5.00mm M.S ಅನ್ನು ಬಳಸಿಕೊಿಂಡು ಅಿಂತ್ಮ ಹೊದಿಕೆಯ
ಮಣಿಯನ್ನು ಠೇವಣಿ ಮಾಡಿ. ಎಲ್ಕೊಟಾ ್ರಲೇಡ್, 220 amps
ವೆಲ್ಡ್ ಿಂಗ್ ಕರೆಿಂಟ್, ಮತ್್ತ ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ಗ ಳಿಗೆ ವಿಶಾಲವಾದ
ಬದಿಯಿಿಂದ ಬದಿಗೆ ನೇಯ್್ಗ ಚ್ಲನೆಯನ್ನು ನಿಲೇಡುತ್್ತ ದೆ.
ವೆಲಡ್ ನು ಕಾಲ್ಬೆ ರಳುಗಳಲ್ಲಿ ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ ನೇಯ್್ಗ ಯನ್ನು
ವಿರಾಮಗೊಳಿಸಿ (ನಿಲ್ಲಿ ಸಿ) ಇದರಿಿಂದ ಅಿಂಡಕಮಿಟ್ ದಲೇಷವು
ನಿವಾರಣೆಯಾಗುತ್್ತ ದೆ.
88 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಲೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.2.25