
Page 107 - Welder - TP - Kannada
P. 107
ಚಿಪಿ್ಪಿ ಿಂಗ್ ಹಾಯಾ ಮರ್ ಮತ್್ತ ವೈರ್ ಬರಾ ಷ್ ಅನ್ನು
ಬಳಸಿಕೊಿಂಡು ಟ್ಯಾ ಕ್ಗ ಳನ್ನು ಡೆಸಾಲಿ ಯಾ ಗ್ ಮಾಡಿ ಮತ್್ತ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
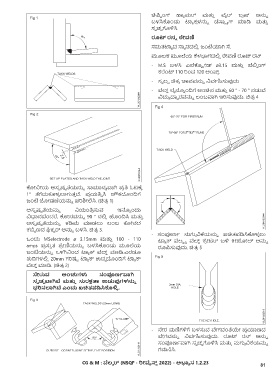
ರೂಟ್ ರನ್ನ ಠೇವಣಿ
ಸಮತ್ಟ್ಟಾ ದ ಸಾಥಾ ನದಲ್ಲಿ ಜಂಟಿಯಾಗಿ ಸೆ.
ಮೂಲಕ ಮೂಲ್ಯ ಕೆಳಭ್ಗದಲ್ಲಿ ಠೇವಣಿ ರೂಟ್ ರನ್
- M.S ಬಳಸಿ ಎಲ್ಕೊಟಾ ್ರಲೇಡ್ ø3.15 ಮತ್್ತ ವೆಲ್ಡ್ ಿಂಗ್
ಕರೆಿಂಟ್ 110 ರಿಿಂದ 120 ಆಿಂಪ್ಸಾ .
- ಸ್ವ ಲ್ಪಿ ಚಿಕಕು ಚಾಪ್ವನ್ನು ನಿವಮಿಹಿಸುವುದು
- ವೆಲ್ಡ್ ಲೈನ್ನು ಿಂದಿಗೆ ಅಿಂಚಿನ ಮತ್್ತ 60 ° - 70 ° ನಡುವೆ
ವಿದುಯಾ ದಾ್ವ ರವನ್ನು ಲಂಬವಾಗಿ ಇರಿಸುವುದು. ಚಿತ್ರಾ 4
ಕೊಲೇನಿಲೇಯ ಅಸ್ಪಿ ಷಟಾ ತೆಯನ್ನು ಸಾಮಾನಯಾ ವಾಗಿ ಪ್ರಾ ತ್ ಓಟ್ಕೆಕು
1° ತೆಗೆದುಕೊಳಳಿ ಲಾಗುತ್್ತ ದೆ. ಪ್ರಾ ಯತ್ನು ಸಿ ಚೌಕದಿಂದಿಗೆ
ಜಂಟಿ ಜಲೇಡಣೆಯನ್ನು ಪ್ರಿಶಲೇಲ್ಸಿ. (ಚಿತ್ರಾ 1)
ಅಸ್ಪಿ ಷಟಾ ತೆಯನ್ನು ನಿಯಂತ್ರಾ ಸುವ ಇನ್ನು ಿಂದು
ವಿಧಾನವೆಿಂದರೆ, ಕೊಲೇನವನ್ನು 90 ° ನಲ್ಲಿ ಹೊಿಂದಿಸಿ ಮತ್್ತ
ಅಸ್ಪಿ ಷಟಾ ತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಲಂಬ ಕೊಲೇನದ
ಕಬಿಬೆ ಣ್ದ ಫಿಕಚಿ ರ್ ಅನ್ನು ಬಳಸಿ. ಚಿತ್ರಾ 3.
- ಸಂಪೂಣ್ಮಿ ನ್ಗು್ಗ ವಿಕೆಯನ್ನು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಳಿ ಲು
ಒಿಂದು MSelectrode ø 3.15mm ಮತ್್ತ 100 - 110 ಟ್ಯಾ ಕ್ ವೆಲಡ್ ನು ವೆಲ್ಡ್ ಕೆರಾ ಲೇಟ್ರ್ ಬಳಿ ರ್ಲೇಹೊಲೇಲ್ ಅನ್ನು
amps ಪ್ರಾ ಸು್ತ ತ್ ಶ್ರಾ ಲೇಣಿಯನ್ನು ಬಳಸಿಕೊಿಂಡು ಮೂಲ್ಯ ರೂಪಿಸುವುದು. ಚಿತ್ರಾ 5
ಜಂಟಿಯನ್ನು ಒಳಗಿನಿಿಂದ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಮಾಡಿ.ಎರಡೂ
ತ್ದಿಗಳಲ್ಲಿ 20mm ಗರಿಷಟಾ ಟ್ಯಾ ಕ್ ಉದ್ದ ದಿಂದಿಗೆ ಟ್ಯಾ ಕ್
ವೆಲ್ಡ್ ಮಾಡಿ. (ಚಿತ್ರಾ 2)
ಸೇರುವ ಅಿಂಚುಗಳು ಸಂಪೂಣ್ನವಾಗಿ
ಸ್ವ ಚ್್ಛ ವಾಗಿವೆ ಮತ್ತು ಸುರಕ್ಷತಾ ಉಡುಪುಗಳನು್ನ
ಧರಿಸಲ್ಗಿದ್ ಎಿಂದು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳಿಳಿ .
- ನೇರ ಮಣಿಗಳಿಗೆ ಬಳಸುವ ವೇಗದಂತೆಯೇ ಪ್ರಾ ಯಾಣ್ದ
ವೇಗವನ್ನು ನಿವಮಿಹಿಸುವುದು. ರೂಟ್ ರನ್ ಅನ್ನು
ಸಂಪೂಣ್ಮಿವಾಗಿ ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ ಮತ್್ತ ನ್ಗು್ಗ ವಿಕೆಯನ್ನು
ಗಮನಿಸಿ.
CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿಲೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.2.23 81