
Page 251 - Welder - TT - Kannada
P. 251
ಸಿಜಿ & ಎಂ (C G & M) ಸಂಬಂಧಿತ ಸಿದ್್ಧಾ ಂತದ ಅಭ್ಯಾ ಸ 1.6.94 & 95
ವೆಲ್್ಡ ರ್ (Welder) - ಗ್ಯಾ ಸ್ ಟಂಗ್್ಸ್ ್ಟ ನ್ ಆರ್ಕ್ ವೆಲ್್ಡ ಂಗ್
ಪ್ಲಿ ಸ್್ಮ ಆರ್ಕ್ ವೆಲ್್ಡ ಂಗ್ (PAW) ಮತ್್ತ ಕತ್ತ ರಿಸ್ವುದ್ (PAC) ಪ್್ರ ಕ್್ರ ಯೆಯ
ಉಪ್ಕರಣಗ್ಳು ಮತ್್ತ ಕಾರ್ಕ್ಚರಣೆಯ ತತ್ವ , ಪ್ಲಿ ಸ್್ಮ ಆರ್ಕ್ ಪ್್ರ ಕಾರಗ್ಳು,
ಪ್್ರ ಯೀಜನಗ್ಳು ಮತ್್ತ ಅನ್ವ ಯಗ್ಳು (Plasma arc welding (PAW) and cutting
(PAC) process equipment & principle of operation, types of plasma arc,
advantage and applications)
ಉದ್್ದ ೀಶಗ್ಳು : ಈ ಪಾಠದ ಕೊನೆಯಲ್ಲಿ ನಿಮಗೆ ಸಾಧ್್ಯ ವಾಗುತ್್ತ ದೆ
• ಪ್ಲಿ ಸ್್ಮ ಆರ್ಕ್ ವೆಲ್್ಡ ಂಗ್ ವಿಧಗ್ಳನ್ನು ತಿಳಿಸಿ
• PAW ಉಪ್ಕರಣ ಮತ್್ತ ಪ್ಲಿ ಸ್್ಮ ಆರ್ಕ್ ಪ್್ರ ಕಾರಗ್ಳನ್ನು ತಿಳಿಸಿ
• PAW ನ ತತ್ವ ಮತ್್ತ ಪ್್ರ ಕ್್ರ ಯೆಗ್ಳನ್ನು ವಿವರಿಸಿ
• PAW ನ ಅನ್ಕೂಲ್ಗ್ಳು ಮತ್್ತ ಅಪ್ಲಿ ಕೇಶನ್ ಅನ್ನು ವಿವರಿಸಿ
ಪಾಲಿ ಸಾ್ಮ ಆಕ್್ಷ ವೆಲ್್ಡಿ ಿಂಗ್ ಎನ್್ನ ವುದು ವೆಲ್್ಡಿ ಿಂಗ್ ವಗಾ್ಷವಣೆಗೊಿಂಡ ಆಕ್್ಷ ಅನ್್ನ ಹೆಚ್ಚಿ ನ ಆಕ್್ಷ
ಪ್ರ ಕ್್ರ ಯೆಯಾಗಿದುದು , ಇದರಲ್ಲಿ ಪಾಲಿ ಸಾ್ಮ ಉತಾ್ಪ ದ್ಸ್ವ ಅನಿಲ ಪ್ರ ಯಾರ್ದ ವೇಗದಲ್ಲಿ ಬೆಸ್ಗೆ ಹಾಕಲು ಸಹ ಬಳಸಬಹುದು.
(ಆಗಾ್ಷನ್, ನೈಟ್್ರ ನೀಜನ್, ಹಿನೀಲ್ಯಂ ಮತ್್ತ ಹೈಡ್್ರ ನೀಜನ್)
ವಿದು್ಯ ತ್ ಚಾಪದ ಶಾಖದ್ಿಂದ ಅಯಾನಿನೀಕರಿಸಲ್ಪ ಟಿ್ಟ ದೆ
ಮತ್್ತ ಸರ್ಣಿ ವೆಲ್್ಡಿ ಿಂಗ್ ಟ್ರ್್ಷ ರಂಧ್್ರ ದ ಮೂಲಕ
ಹಾದುಹನೀಗುತ್್ತ ದೆ. ರಕಾಷಾ ಕವಚ ಅನಿಲವು ಪಾಲಿ ಸಾ್ಮ ಆಕ್್ಷ
ಅನ್್ನ ವೆಲ್್ಡಿ ಿಂಗ್ ಅರ್ವಾ ಕತ್್ತ ರಿಸ್ವಲ್ಲಿ ವಾತಾವರರ್ದ
ಮಾಲ್ನ್ಯ ದ್ಿಂದ ರಕ್ಷಾ ಸ್ತ್್ತ ದೆ. ಪಾಲಿ ಸಾ್ಮ ಆಕ್್ಷ
ವೆಲ್್ಡಿ ಿಂಗ್ನ ಲ್ಲಿ ಬಳಸಲಾಗದ ಟಂಗಸ್ ್ಟ ನ್ ವಿದು್ಯ ದಾ್ವ ರವನ್್ನ
ಬಳಸಲಾಗುತ್್ತ ದೆ ಮತ್್ತ ಫಿಲಲಿ ರ್ ರಾಡ್್ನ ಿಂದ್ಗೆ ಹೆಚ್ಚಿ ವರಿ
ಲನೀಹವನ್್ನ ವೆಲೆ್ಡಿ ್ಗಿ ಸೇರಿಸಲಾಗುತ್್ತ ದೆ.
ಪಾಲಿ ಸಾ್ಮ ಆಕ್್ಷ ವೆಲ್್ಡಿ ಿಂಗ್ ಸಂಪೂರ್್ಷ ನ್ಗು್ಗಿ ವಿಕೆಯನ್್ನ
ಪಡೆಯಲು ಕ್ನೀಹನೀಲ್ ವಿಧಾನವನ್್ನ ಬಳಸ್ತ್್ತ ದೆ ಮತ್್ತ
ಕೈಯಾರೆ ಅರ್ವಾ ಸ್ವ ಯಂಚಾಲ್ತ್ವಾಗಿ ಮಾಡಬಹುದು. ಈ
ಪ್ರ ಕ್್ರ ಯೆಯಲ್ಲಿ ಪಡೆದ ತಾಪಮಾನದ ಕೆಲಸಗಳು ಸ್ಮಾರು
20000ºC ನಿಿಂದ 30,000ºC.
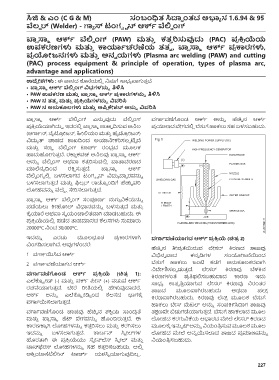
ಇದನ್್ನ ಎರಡು ಮೂಲಭೂತ್ ಪ್ರ ಕಾರಗಳಾಗಿ ವಗ್ಕ್ವಣೆರ್ಗ್ದ ಆರ್ಕ್ ಪ್್ರ ಕ್್ರ ಯೆ (ಚಿತ್ರ 2)
ವಿಿಂಗಡಿಸಲಾಗಿದೆ. ಅವುಗಳೆಿಂದರೆ:
ಹೆಚ್ಚಿ ನ ತ್ನೀವ್ರ ತೆಯಿರುವ ಲೇಸರ್ ಕ್ರರ್ದ ಶಾಖವು
1 ವಗಾ್ಷಯಿಸಿದ ಆಕ್್ಷ ವಿಭಿನ್ನ ವಾದ ಕನ್ನ ಡಿಗಳ ಸಂಯನೀಜನೆಯಿಿಂದ
2 ವಗಾ್ಷವಣೆಯಾಗದ ಆಕ್್ಷ ಬೆಸ್ಗೆ ಹಾಕಲು ಜಂಟಿ ಕಡೆಗೆ ಅನ್ಕೂಲಕರವಾಗಿ
ನಿದೇ್ಷಶಸಲ್ಪ ಡುತ್್ತ ದೆ. ಲೇಸರ್ ಕ್ರರ್ವು ಬೆಳಕ್ನ
ವಗ್ಕ್ವಣೆಗಂಡ ಆರ್ಕ್ ಪ್್ರ ಕ್್ರ ಯೆ (ಚಿತ್ರ 1): ಕ್ರರ್ಗಳಂತೆ ಪ್ರ ತ್ಫ್ಲ್ಸಬಹುದಾದ ಕಾರರ್ ಇದು
ಎಲೆಕೊ್ಟ ರಾನೀಡ್ (-) ಮತ್್ತ ವಕ್್ಷ ಪಿನೀಸ್ (+) ನಡುವೆ ಆಕ್್ಷ ಸಾಧ್್ಯ . ಉತ್್ಪ ತ್್ತ ಯಾಗುವ ಲೇಸರ್ ಕ್ರರ್ವು ನಿರಂತ್ರ
ರಚನೆಯಾಗುತ್್ತ ದೆ. ಬೇರೆ ರಿನೀತ್ಯಲ್ಲಿ ಹೇಳುವುದಾದರೆ, ಶಾಖದ ಮೂಲವಾಗಿರಬಹುದು ಅರ್ವಾ ಪಲ್ಸ್
ಆಕ್್ಷ ಅನ್್ನ ಎಲೆಕೊ್ಟ ರಾನೀಡಿ್ನ ಿಂದ ಕೆಲಸದ ಭಾಗಕೆಕು ಕ್ರರ್ವಾಗಿರಬಹುದು. ಕ್ರರ್ವು ಲೆನ್ಸ್ ಮೂಲಕ ಬೆಸ್ಗೆ
ವಗಾ್ಷಯಿಸಲಾಗುತ್್ತ ದೆ. ಹಾಕಲು ಬೇಸ್ ಮೆಟಲ್ ಅನ್್ನ ಸಂಪಕ್್ಷಸಿದಾಗ ಶಾಖವು
ವಗಾ್ಷವಣೆಗೊಿಂಡ ಚಾಪವು ಹೆಚ್ಚಿ ನ ಶಕ್್ತ ಯ ಸಾಿಂದ್ರ ತೆ ತ್ಕ್ಷರ್ವೇ ಬಿಡುಗಡೆಯಾಗುತ್್ತ ದೆ. ಬೆಸ್ಗೆ ಹಾಕಲಾದ ಮೂಲ
ಮತ್್ತ ಪಾಲಿ ಸಾ್ಮ ಜೆಟ್ ವೇಗವನ್್ನ ಹಿಂದ್ರುತ್್ತ ದೆ. ಈ ಲನೀಹದ ಕರಗುವಿಕೆಯ ಆಧಾರದ ಮೇಲೆ ಲೇಸರ್ ಕ್ರರ್ದ
ಕಾರರ್ಕಾಕು ಗಿ ಲನೀಹಗಳನ್್ನ ಕತ್್ತ ರಿಸಲು ಮತ್್ತ ಕರಗಿಸಲು ಮೂಲಕೆಕು ಇನ್್ಪ ಟ್ ಅನ್್ನ ನಿಯಂತ್್ರ ಸ್ವ ಮೂಲಕ ಮೂಲ
ಇದನ್್ನ ಬಳಸಲಾಗುತ್್ತ ದೆ. ಕಾಬ್ಷನ್ ಸಿ್ಟ ನೀಲ್ ಗಳ ಲನೀಹದ ಮೇಲೆ ಅನ್ವ ಯಿಸಲಾದ ಶಾಖದ ಪ್ರ ಮಾರ್ವನ್್ನ
ಹರತಾಗಿ ಈ ಪ್ರ ಕ್್ರ ಯೆಯು ಸ್್ಟ ನೀನ್ ಲೆಸ್ ಸಿ್ಟ ನೀಲ್ ಮತ್್ತ ನಿಯಂತ್್ರ ಸಬಹುದು.
ನಾನ್ ಫೆರಸ್ ಲನೀಹಗಳನ್್ನ ಸಹ ಕತ್್ತ ರಿಸಬಹುದು, ಅಲ್ಲಿ
ಆಕ್ಸ್ ಯಾಸ್ಟಿಲ್ನೀನ್ ಟ್ರ್್ಷ ಯಶಸಿ್ವ ಯಾಗುವುದ್ಲಲಿ .
227