
Page 190 - Welder - TT - Kannada
P. 190
ಸಿಜಿ & ಎಂ (C G & M) ಸಂಬಂಧಿತ ಸಿದ್್ಧಾ ಂತದ ಅಭ್ಯಾ ಸ 1.5.69
ವೆಲ್್ಡ ರ್ (Welder) - ಗ್ಯಾ ಸ್ ಮೆಟಲ್ ಆರ್ಕ್ ವೆಲ್್ಡ ಂಗ್
GMAW ನ ಪ್್ರ ಕ್್ರ ಯೆ ವೇರಿಯೇಬಲ್ ಗ್ಳು (Process variables of GMAW)
ಉದ್್ದ ದೇಶಗ್ಳು : ಈ ಪಾಠದ ಕೊನೆಯಲ್ಲಿ ನಿಮಗೆ ಸಾಧ್್ಯ ವಾಗುತ್್ತ ದೆ
• GMAW ನಿಯತಾಂಕಗ್ಳನು್ನ ವಿವರಿಸಿ.
GMA ವೆಲ್್ಡ ಂಗ್ ಪ್್ರ ಕ್್ರ ಯೆಯ ನಿಯತಾಂಕಗ್ಳು / ಪ್್ರ ಕಾರವನ್ನೆ ನಿಧ್ಕ್ರಿಸುತ್್ತ ದೆ. ಬಳಸಬೇಕಾದ ಆರ್ಕ್
ಅಸಿಥಿ ರಗ್ಳು ವೀಲೆಟ್ ೀಜ್ ಮೂಲ್ ಲೀಹದ ದಪ್ಪಾ , ಜಂಟಿ ಪ್್ರ ಕಾರ,
GMAW/CO2 ವೆಲ್್ಡಿ ಿಂಗನೆ ವೆಲ್್ಡಿ ಿಂಗ್ ಕಾಯಕ್ವಿಧಾನ್ದಲ್ಲಿ ಎಲೆಕೊಟ್ ರಾೀಡ್ ಸಂಯೊೀಜನೆ ಮತು್ತ ಗಾತ್್ರ , ರಕಾಷಿ ಕ್ವಚ್
ಕೆಳಗಿನ್ ನಿಯತಾಿಂಕ್ಗಳನ್ನೆ ಪ್ರಿಗಣ್ಸಬೇಕು. ಅನಿಲ್ ಸಂಯೊೀಜನೆ, ವೆಲ್್ಡಿ ಿಂಗ್ ಸಾಥೆ ನ್, ವೆಲ್್ಡಿ ಪ್್ರ ಕಾರ
ಮತು್ತ ಇತ್ರ ಅಿಂಶಗಳ ಮೇಲೆ ಅವಲಂಬಿತ್ವಾಗಿರುತ್್ತ ದೆ.
ವಿದು್ಯ ದ್್ವ ರದ ಗಾತ್್ರ ವಿವರಗಳಿಗಾಗಿ ವೆಲ್್ಡಿ ಿಂಗ್ ಪ್ರಿಸಿಥೆ ತ್ಗಳಿಗೆ ಸಾಮಾನ್್ಯ
ತಂತ್ ಫಿೀಡ್ ದರ (ವೆಲ್್ಡಿ ಿಂಗ್ ಕ್ರೆಿಂಟ್) ಮಾಗಕ್ದಶಿಕ್ ಕೊೀಷಟ್ ಕ್ವನ್ನೆ ನೀಡಿ.
ಆರ್ಕ್ ವೀಲೆಟ್ ೀಜ್ ಆರ್ಕ್ ಪ್್ರ ಯಾಣದ ವೇಗ: ಆರ್ಕ್ ಟಾ್ರ ವೆಲ್ ಸಿಪಾ ೀಡ್ ಎಿಂದು
ಕ್ರೆಯಲ್ಪಾ ಡುವ ಜಂಟಿ ಉದ್ದ ಕೂ್ಕಿ ಆರ್ಕ್ ಚ್ಲ್ಸುವ
ಹೊರಗುಳಿಯಿರಿ ರೇಖೀಯ ದರವು ವೆಲ್್ಡಿ ಮಣ್ ಗಾತ್್ರ ಮತು್ತ ನ್ಗು್ಗ ವಿಕೆಯ
ವೆಲ್್ಡಿ ಿಂಗ್ ಸಾಥೆ ನ್ ಮೇಲೆ ಪ್ರಿಣಾಮ ಬಿೀರುತ್್ತ ದೆ.
ರಕಾಷಿ ಕ್ವಚ್ ಅನಿಲ್ ಆರ್ಕ್ ಪ್್ರ ಯಾಣದ ವೇಗವನ್ನೆ ಕ್ಡಿಮೆಗೊಳಿಸಿದರೆ, ವೆಲ್್ಡಿ
ಪ್್ರ ಯಾಣದ ವೇಗ ಪೂಲ್ ದೊಡ್ಡಿ ದ್ಗಿದೆ ಮತು್ತ ಆಳವಿಲ್ಲಿ . ಪ್್ರ ಯಾಣದ
ವೇಗ ಹೆಚಾ್ಚ ದಂತೆ, ಆಕ್ನೆ ಕ್ ಶಾಖದ ಇನ್ಪಾ ಟ್ ದರವು
ಎಲೆಕೊಟ್ ರಾೀಡ್ ಸಾಥೆ ನ್ ಕ್ಡಿಮೆಯಾಗುತ್್ತ ದೆ; ಪ್ರಿಣಾಮವಾಗಿ, ಕ್ಡಿಮೆ ನ್ಗು್ಗ ವಿಕೆ
ವಿದ್ಯಾ ದ್್ವ ರ: ಬೆಸುಗೆ ಹಾಕ್ಬೇಕಾದ ಲೀಹದ ದಪ್ಪಾ ಮತು್ತ ಮತು್ತ ಕ್ರಿದ್ದ ವೆಲ್್ಡಿ ಮಣ್ ಇದೆ. ಪ್್ರ ಯಾಣದ
ವೆಲ್್ಡಿ ಿಂಗ್ ಮಾಡುವ ಸಾಥೆ ನ್ಕೆ್ಕಿ ಸರಿಯಾದ ಗಾತ್್ರ ದ ತಂತ್ಯನ್ನೆ ವೇಗವು ವಿಪ್ರಿೀತ್ವಾಗಿದ್್ದ ಗ, ವೆಲ್್ಡಿ ಮಣ್ಯ ಉದ್ದ ಕೂ್ಕಿ
ಬಳಸುವುದರ ಮೂಲ್ಕ್ ಉತ್್ತ ಮ ಫಲ್ತಾಿಂಶಗಳನ್ನೆ ಅಿಂಡಕ್ಕ್ಟಿಿಂಗ್ ಸಂರ್ವಿಸುತ್್ತ ದೆ, ಏಕೆಿಂದರೆ ಫಿಲ್ಲಿ ರ್
ಪ್ಡೆಯಲ್ಗುತ್್ತ ದೆ. ಎಲೆಕೊಟ್ ರಾೀಡ್ ತಂತ್ಗಳು ಬೆಸುಗೆ ಲೀಹದ ಶೇಖರಣೆಯು ಆಕ್ನೆ ಕ್ಿಂದ ಕ್ರಗಿದ ಮಾಗಕ್ಗಳನ್ನೆ
ಹಾಕುವ ವಸು್ತ ವಿನ್ ಸಂಯೊೀಜನೆಯಂತೆಯೇ ಇರಬೇಕು. ತುಿಂಬಲು ಸಾಕಾಗುವುದಿಲ್ಲಿ .
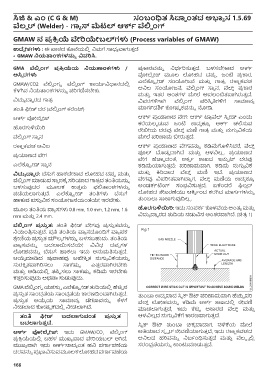
ಮೂಲ್ ತಂತ್ಯ ವಾ್ಯ ಸಗಳು 0.8 mm, 1.0 mm, 1.2 mm, 1.6 ಹೊರಗುಳಿಯಿರಿ: ಇದು ಸಂಪ್ಕ್ಕ್ ಕೊಳವೆಯ ಅಿಂತ್್ಯ ಮತು್ತ
mm ಮತು್ತ 2.4 mm. ವಿದು್ಯ ದ್್ವ ರದ ತುದಿಯ ನ್ಡುವಿನ್ ಅಿಂತ್ರವಾಗಿದೆ. (ಚ್ತ್್ರ 1)
ವೆಲ್್ಡ ಂಗ್ ಪ್್ರ ಸುತು ತ: ತಂತ್ ಫಿೀಡ್ ವೇಗವು ಪ್್ರ ಸು್ತ ತ್ವನ್ನೆ
ನಿಯಂತ್್ರ ಸುತ್್ತ ದೆ. ಪ್್ರ ತ್ ತಂತ್ಯ ವಾ್ಯ ಸದೊಿಂದಿಗೆ ವಾ್ಯ ಪ್ಕ್
ಶ್್ರ ೀಣ್ಯ ಪ್್ರ ಸು್ತ ತ್ ಮೌಲ್್ಯ ಗಳನ್ನೆ ಬಳಸಬಹುದು. ತಂತ್ಯ
ವಾ್ಯ ಸವನ್ನೆ ಬದಲ್ಯಿಸದೆಯೇ ವಿವಿಧ್ ದಪ್ಪಾ ಗಳ
ಲೀಹವನ್ನೆ ಬೆಸುಗೆ ಹಾಕ್ಲು ಇದು ಅನ್ಮತ್ಸುತ್್ತ ದೆ.
ಆಯೆ್ಕಿ ಮಾಡಿದ ಪ್್ರ ವಾಹವು ಅಪೇಕ್ಷಿ ತ್ ನ್ಗು್ಗ ವಿಕೆಯನ್ನೆ
ಸುರಕ್ಷಿ ತ್ವಾಗಿರಿಸಲು ಸಾಕ್ಷ್ಟ್ ಎತ್್ತ ರವಾಗಿರಬೇಕು
ಮತು್ತ ಅಡಿಯಲ್ಲಿ ತ್ಪಿಪಾ ಸಲು ಸಾಕ್ಷ್ಟ್ ಕ್ಡಿಮೆ ಇರಬೇಕು
ಕ್ತ್್ತ ರಿಸುವುದು ಅಥವಾ ಸುಡುವುದು.
GMA ವೆಲ್್ಡಿ ಿಂಗನೆ ಯಶಸುಸ್ ಎಲೆಕೊಟ್ ರಾೀಡ್ ತುದಿಯಲ್ಲಿ ಹೆಚ್್ಚ ನ್
ಪ್್ರ ಸು್ತ ತ್ ಸಾಿಂದ್ರ ತೆಯ ಸಾಿಂದ್ರ ತೆಯ ಕಾರಣದಿಿಂದ್ಗಿರುತ್್ತ ದೆ. ತುಿಂಬಾ ಉದ್ದ ವಾದ ಸಿಟ್ ರ್ ಔಟ್ ಪ್ರಿಣಾಮವಾಗಿ ಹೆಚ್್ಚ ವರಿ
ಪ್್ರ ಸು್ತ ತ್ ಆಯೆ್ಕಿ ಯ ಸಾಮಾನ್್ಯ ಡೇಟಾವನ್ನೆ ಕೆಳಗೆ ವೆಲ್್ಡಿ ಲೀಹವನ್ನೆ ಕ್ಡಿಮೆ ಆರ್ಕ್ ಶಾಖದಲ್ಲಿ ಠೇವಣ್
ನಿೀಡಲ್ದ ಕೊೀಷಟ್ ಕ್ದಲ್ಲಿ ನಿೀಡಲ್ಗಿದೆ. ಮಾಡಲ್ಗುತ್್ತ ದೆ, ಇದು ಕೆಟ್ಟ್ ಆಕಾರದ ವೆಲ್್ಡಿ ಮತು್ತ
ತಂತಿ ಫದೇಡ್ ಬದಲಾಗುವಂತೆ ಪ್್ರ ಸುತು ತ ಆಳವಿಲ್ಲಿ ದ ನ್ಗು್ಗ ವಿಕೆಗೆ ಕಾರಣವಾಗುತ್್ತ ದೆ.
ಬದಲಾಗುತತು ದ್. ಸಿಟ್ ರ್ ಔಟ್ ತುಿಂಬಾ ಚ್ಕ್್ಕಿ ದ್ದ್ಗ, ನ್ಳಿಕೆಯ ಮೇಲೆ
ಆರ್ಕ್ ವದೇಲೆ್ಟ ದೇಜ್: ಇದು GMAW/CO ವೆಲ್್ಡಿ ಿಂಗ್ ಅತ್ಯಾದ ಸಪಾ ಟ್ ರ್ ಠೇವಣ್ಯಾಗುತ್್ತ ದೆ, ಇದು ರಕಾಷಿ ಕ್ವಚ್ದ
2
ಪ್್ರ ಕ್್ರ ಯೆಯಲ್ಲಿ ಬಹಳ ಮುಖ್ಯ ವಾದ ವೇರಿಯಬಲ್ ಆಗಿದೆ, ಅನಿಲ್ದ ಹರಿವನ್ನೆ ನಿಬಕ್ಿಂಧಿಸುತ್್ತ ದೆ ಮತು್ತ ವೆಲ್್ಡಿ ನೆ ಲ್ಲಿ
ಮುಖ್ಯ ವಾಗಿ ಇದು ಆರ್ಕ್ ನಾದ್ಯ ಿಂತ್ ಹನಿ ವಗಾಕ್ವಣೆಯ ಸರಂಧ್್ರ ತೆಯನ್ನೆ ಉಿಂಟುಮಾಡುತ್್ತ ದೆ.
ದರವನ್ನೆ ಪ್್ರ ಭಾವಿಸುವ ಮೂಲ್ಕ್ ಲೀಹದ ವಗಾಕ್ವಣೆಯ
166