
Page 104 - Welder - TT - Kannada
P. 104
ಆಳವಾದ ಫಿಲೆಟ್ ವೆಲ್್ಡ ಬಳಕೆ: ಆಳವಾದ ಫಿಲ್ಟ್ ಯಟೀಜಿತ ಅಲೆದ್ಡುವ ವಿಧಾನ್ದ ಬಳಕೆ: ಈ
ವಿಧಾನ್ವನ್ನು ಬಳಸ್ಕೊೊಂಡು ತ್ಟ್ಸಥಿ ಅಕ್ಷಕೆಕೆ ವೆಲ್ಡೆ ಅನ್ನು ವಿಧಾನ್ದಲ್ಲಿ ವೆಲ್ಡೆ ೊಂಗ್ ಕೇೊಂದ್ರ ದಿೊಂದ ಪಾ್ರ ರಂರ್ವಾಗುತ್್ತ ದೆ,
ಸಾಧ್್ಯ ವಾದಷ್ಟಿ ಇರಸ್. ಇದು ಜೀಡಣೆಯಿೊಂದ ಫಲಕಗಳನ್ನು ಮತು್ತ ನಂತ್ರ ಭಾಗಗಳು ಪ್ರ ತಿರ್ಗಿ ಕೇೊಂದ್ರ ದ ಪ್ರ ತಿ
ಎಳ್ಯುವ ಹತೀಟಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್್ತ ದೆ. (ಚಿತ್್ರ 9) ಬದಿಯಲ್ಲಿ ಪೂರ್್ಯಗಳುಳೆ ತ್್ತ ವೆ. (ಚಿತ್್ರ 12)
ಸಿಕೆ ಪ್ ವೆಲಿ್ಡ ಂಗ್ ಬಳಕೆ: ಈ ವಿಧಾನ್ದಲ್ಲಿ , ವೆಲ್ಡೆ
ಅನ್ನು ಒೊಂದು ಸಮಯದಲ್ಲಿ 75 ಮ್ಮ್ೀಗಿೊಂತ್ ಹೆಚ್ಚು
ಮಾಡಲಾಗುವುದಿಲಲಿ . ಸ್ಕೆ ಪ್ ವೆಲ್ಡೆ ೊಂಗ್ ಶಾಖದ ಹೆಚ್ಚು
ಮಧ್ಯಾ ಂತರ ಬೆಸುಗೆಗಳ ಬಳಕೆ: ನಿರಂತ್ರ ಬೆಸುಗೆಗಳ ಏಕರೂಪದ ವಿತ್ರಣೆಯಿೊಂದಾಗಿ ಲಾಕ್ ಅಪ್ ಒತ್್ತ ಡಗಳು
ಬದಲ್ಗೆ ಮಧ್್ಯ ೊಂತ್ರ ಬೆಸುಗೆಗಳ ಸಹಾಯದಿೊಂದ ವೆಲ್ಡೆ ಮತು್ತ ವಾಪಿ್ಯೊಂಗ್ ಅನ್ನು ಕಡಿಮೆ ಮಾಡುತ್್ತ ದೆ. (ಚಿತ್್ರ 13)
ಲೀಹದ ಪ್ರ ಮಾರ್ವನ್ನು ಕಡಿಮೆ ಮಾಡಿ. ಇದನ್ನು ಫಿಲ್ಟ್
ವೆಲಡೆ ಗೆಳೊೊಂದಿಗೆ ಮಾತ್್ರ ಬಳಸಬಹುದು. (ಚಿತ್್ರ 10)
ಸಂಕೊೀಚನ್ ಶಕಿ್ತ ಗಳನ್ನು ಅಸಪಾ ಷಟಿ ತೆಯನ್ನು ಕಡಿಮೆ
ಮಾಡಲು ಕೆಲಸ ಮಾಡಲು ಬಳಸುವ ವಿಧಾನ್ಗಳು
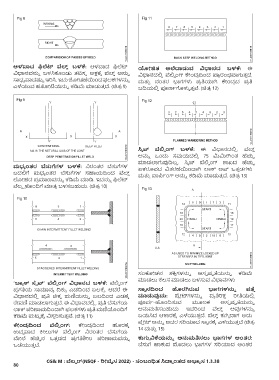
‘ಬ್ಯಾ ಕ್ ಸ್್ಟ ಪ್’ ವೆಲಿ್ಡ ಂಗ್ ವಿಧಾನ್ದ ಬಳಕೆ: ವೆಲ್ಡೆ ೊಂಗ್
ಪ್ರ ಗತಿಯ ಸಾಮಾನ್್ಯ ದಿಕುಕೆ ಎಡದಿೊಂದ ಬಲಕೆಕೆ . ಆದರೆ ಈ ಸಾಥೆ ನ್ದಿಂದ ಹೊರಗಿರುವ ಭ್ಗಗಳನ್ನು ಪತೆತು
ವಿಧಾನ್ದಲ್ಲಿ ಪ್ರ ತಿ ಚಿಕಕೆ ಮಣಿಯನ್ನು ಬಲದಿೊಂದ ಎಡಕೆಕೆ ಮಾಡುವುದು: ಪ್ಲಿ ೀಟ್ ಗಳನ್ನು ವ್ಯ ತಿರಕ್ತ ರೀತಿಯಲ್ಲಿ
ಠೇವಣಿ ಮಾಡಲಾಗುತ್್ತ ದೆ. ಈ ವಿಧಾನ್ದಲ್ಲಿ . ಪ್ರ ತಿ ಬೆಸುಗೆಯ ಪೂವ್ಯ-ಹೊೊಂದಿಸುವ ಮೂಲಕ ಅಸಪಾ ಷಟಿ ತೆಯನ್ನು
ಲಾಕ್ ಪರಣಾಮದಿೊಂದಾಗಿ ಫಲಕಗಳು ಪ್ರ ತಿ ಮಣಿಯೊೊಂದಿಗೆ ಅನ್ಮತಿಸಬಹುದು ಇದರೊಂದ ವೆಲ್ಡೆ ಅವುಗಳನ್ನು
ಕಡಿಮೆ ಮಟ್ಟಿ ಕೆಕೆ ವಿಸ್ತ ರಸುತ್್ತ ವೆ. (ಚಿತ್್ರ 11) ಬಯಸ್ದ ಆಕಾರಕೆಕೆ ಎಳ್ಯುತ್್ತ ದೆ. ವೆಲ್ಡೆ ಕುಗಿಗೆ ದಾಗ ಅದು
ಪ್ಲಿ ೀಟ್ ಅನ್ನು ಅದರ ಸರರ್ದ ಸಾಥಿ ನ್ಕೆಕೆ ಎಳ್ಯುತ್್ತ ದೆ (ಚಿತ್್ರ
ಕೇಂದ್ರ ದಿಂದ ವೆಲಿ್ಡ ಂಗ್: ಕೇೊಂದ್ರ ದಿೊಂದ ಹೊರಕೆಕೆ 14 ಮತು್ತ 15)
ಉದ್ದ ವಾದ ಕಿೀಲುಗಳ ವೆಲ್ಡೆ ೊಂಗ್ ನಿರಂತ್ರ ಬೆಸುಗೆಯ
ಮೇಲ್ ಹೆಚಿಚು ನ್ ಒತ್್ತ ಡದ ಪ್ರ ಗತಿಶಿೀಲ ಪರಣಾಮವನ್ನು ಕುಗು್ಗ ವಿಕೆಯನ್ನು ಅನ್ಮತಿಸಲು ಭ್ಗಗಳ ಅಂತರ:
ಒಡೆಯುತ್್ತ ದೆ. ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ಭಾಗಗಳ ಸರರ್ದ ಅೊಂತ್ರ
CG& M : ವೆಲ್್ಡ ರ್(NSQF - ರಿಟೀವೈಸ 2022) - ಸಂಬಂಧಿತ ಸಿದ್್ಧಾ ಂತದ ಅಭ್ಯಾ ಸ 1.3.38
80