
Page 93 - Fitter- 1st Year TP - Kannada
P. 93
ಕೆಲಸದ ಅನುಕ್ರಾ ಮ (Job Sequence)
• Steel rule ನೊಂದ ಕಚ್ಚು ವಸ್್ತ ಗಳ ಗಾತ್್ರ ವನ್ನು ಪರಿಶೀಲ್ಸ್
• ಕಚ್ಚು ಲೀಹವನ್ನು 70x48x14 ಮಿಮಿೀ ಗಾತ್್ರ ರ್ಕೆ ಫೈಲ್
ಮಾಡಿ ಮತ್್ತ ಮುಗಿಸ್ finish ಮಾಡಿ
• ರೇಖಾಚಿತ್್ರ ದ ಪ್ರ ಕ್ರ jobನ್ನು mark ಮಾಡಿ, ಮತ್್ತ
ಡ್ಟ್ ಪಂಚ್ 60 ಡಿಗಿ್ರ ಜೊತೆ witness
• mark ನ್ನು ಪಂಚ್(punch) ಮಾಡಿ.
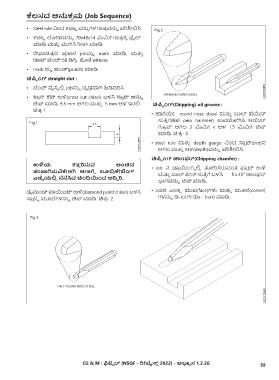
ಚಿಪಿ್ಪ ಿಂಗ್ straight slot :
• ಬೆೊಂಚ್ ವೈಸನು ಲ್ಲಿ jobನ್ನು ದೃಢವಾಗಿ ಹಿಡಿದಿರಿಸ್.
• ಕ್್ರ ಸ್ ಕಟ್ ಉಳ್(cross cut chisel) ಬಳಸ್ ಸಾಲಿ ಟ್ ಅನ್ನು
ಚಿಪ್ ಮಾಡಿ, 9.5 mm ಅಗಲ್ ಮತ್್ತ 5 mm ಆಳ ಇರಲ್. ಚಿಪಿ್ಪ ಿಂಗ್(Chipping) oil groove :
ಚಿತ್್ರ 1
• ಹಾಗೆಯೇ, round nose chisel ಮತ್್ತ ಬಾಲ್ ಪ್ಯಿರ್
ಸ್ತಿ್ತ ಗೆ(Ball pein hammer) ಉಪಯೀಗಿಸ್ ಆಯಿಲ್
ಗ್್ರ ವ್ ಅಗಲ್ 3 ಮಿಮಿೀ x ಆಳ 1.5 ಮಿಮಿೀ ಚಿಪ್
ಮಾಡಿ. ಚಿತ್್ರ - 3.
• steel rule ಮತ್್ತ depth gauge ನೊಂದ ಸಾಲಿ ಟ್(slot)ನ
ಅಗಲ್ ಮತ್್ತ ಆಳ(depth)ವನ್ನು ಪರಿಶೀಲ್ಸ್.
ಚಿಪಿ್ಪ ಿಂಗ್ ಚಾಿಂಫರ್(Chipping chamfer) :
ಉಳ್ಯ ಕ್ತತು ರಿಸುವ ಅಿಂಚಿನ • Job ನ ಡ್್ರ ಯಿೊಂಗನು ಲ್ಲಿ ತೀರಿಸ್ರುವಂತೆ ಫ್ಲಿ ಟ್ ಉಳ್
ತಂಪ್ಗಿಸುವಿಕೆಗ್ಗಿ ಆಗ್ಗೆಗಾ ಲೂಬಿರಾ ಕೇಟ್ಿಂಗ್ ಮತ್್ತ ಬಾಲ್ ಪೀರ್ ಸ್ತಿ್ತ ಗೆ ಬಳಸ್ 5 x 45° ಚ್ೊಂಫರ್
ಎಣೆ್ಣ ಯಲಿಲಿ ನೆನೆಸಿದ ಚಿಿಂದಿಯಿಿಂದ ಅದಿ್ದ ರಿ.
ಭ್ಗವನ್ನು ಚಿಪ್ ಮಾಡಿ.
ಡೈಮಂರ್ ಪ್ಯಿೊಂಟ್ ಉಳ್(diamond point chisel) ಬಳಸ್ • Jobನ ಎಲಾಲಿ ಮುಖ(face)ಗಳ್ ಮತ್್ತ ಮೂಲ್(corner)
ಸಾಲಿ ಟ್ನು ಮೂಲ್ಗಳನ್ನು ಚಿಪ್ ಮಾಡಿ. ಚಿತ್್ರ - 2 ಗಳನ್ನು ಡಿ-ಬರ್ಡ್(De - burr) ಮಾಡಿ.
CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.2.26 69