
Page 355 - Fitter- 1st Year TP - Kannada
P. 355
ಕೆಲಸದ ಅನುಕ್್ರ ಮ (Job Sequence)
• ಅದರ ಗಾತರೂ ಕಾಕು ಗಿ ಕಚಾಚು ವಸುತು ವನ್ನು ಪರಿಶೋಲ್ಸಿ. • ಮೂರು ದವಡೆಯ ಚಕನು ಒಳಗೆ ∅ 30mm x ಅಗಲ 32mm
• 3 ದವಡೆಯ ಚಕನು ಲ್ಲಿ Job ನ್ನು ಹಿಡಿದುಕೊಳ್ಳಿ , ಚಕನು ನಲ್ಲಿ Job ನ್ನು ಹಿಮು್ಮ ಖ್ವಾಗಿ ಹಿಡಿದುಕೊಳ್ಳಿ ಮತ್ತು ಚಕನು
ಹೊರಗೆ ಸುಮಾರು 75 mm ಇರಲ್. ಹೊರಗೆ ಸುಮಾರು 40mm ಉದ್ದ ವನ್ನು ಇರಿಸಿ ಮತ್ತು
ಕೆJob ನ್ನು ಟ್ರೂ ಮಾಡಿ.
• Tool ನ್ನು ಸರಿರ್ದ ಮಧ್ಯಾ ದ ಎತತು ರಕೆಕು Set ಮಾಡಿ.
• ∅ 45mm x 40mm ಉದ್ದ ವನ್ನು ಟನ್ಯಾ ಮಾಡಿ.
• ಸರಿರ್ದ ಸಿ್ಪ ಿಂಡಲ್ R.P.M ಅನ್ನು ಆಯ್ಕು ಮಾಡಿ ಮತ್ತು
Set ಮಾಡಿ. • 2mm ಅಗಲದ ವಿರ್ಜಿಸುವ Tool ನ್ನು ಸರಿರ್ದ
ಮಧ್ಯಾ ದ ಎತತು ರಕೆಕು set ಮಾಡಿ
• ಮೊದಲ್ ಒಿಂದು ಬದಿಗೆ Face ಮಾಡಿ ಮತ್ತು ಹೊರಗಿನ
ವಾಯಾ ಸವನ್ನು ∅ 45mm ಗೆ ಗರಿಷ್್ಟ ಉದ್ದ ಕೆಕು ಟನ್ಯಾ ಮಾಡಿ. • Face ಕೊನೆಯಿಿಂದ ∅ 45 mm x ಅಗಲ 8mm ನಲ್ಲಿ
ಪಲಿ ಿಂಜ್ ಕಟ್ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಿಂಡು Job ನ್ನು
• ಜಾಬ್ ಡ್ರೂ ಯಿಿಂಗನು ಲ್ಲಿ ತ್ೋರಿಸಿರುವಂತೆ ∅ 30 mm x 32 ಭ್ಗ ಮಾಡಿ.
mm ಉದ್ದ ವನ್ನು ಟನ್ಯಾ ಮಾಡಿ.
• ಇನ್ನು ಿಂದು ತ್ದಿಯನ್ನು ಒಟು್ಟ 92mm ಉದ್ದ ಕೆಕು face
• ∅ 25 mm x 30 mm ಉದ್ದ ವನ್ನು ಟನ್ಯಾ ಮಾಡಿ. ಮಾಡಿ.
• ಅಿಂಡರ್ ಕಟ್ ಟ್ಲ್, ರೇಡಿಯಸ್ ಟ್ಲ್ ಅನ್ನು • ಚೇಿಂಫರಿಿಂಗ್ ಟ್ಲ್ ಅನ್ನು ಸರಿರ್ದ ಮಧ್ಯಾ ದ
ಸರಿರ್ದ ಮಧ್ಯಾ ದ ಎತತು ರಕೆಕು Set ಮಾಡಿ ಮತ್ತು ಅದನ್ನು ಎತತು ರಕೆಕು set ಮಾಡಿ.
ಗಟಿ್ಟ ರ್ಗಿ ಹಿಡಿದುಕೊಳ್ಳಿ .
• ∅ 45mm ಮೂಲೆಯನ್ನು 3x45° ಗೆ ಚೇಿಂಫರ್ ಮಾಡಿ.
• 30 mm ಮತ್ತು 62 mm ಕಡೆಯಲ್ಲಿ 2 mm ಆಳ x 2 mm
ಅಗಲದ ಚದರ ಗ್ರೂ ವ್ ರೂಪ್ಸಿ. • ಚೂಪಾದ ಅಿಂಚನ್ನು ತೆಗೆದುಹಾಕ.
• ಅಿಂತಯಾ ದ Face ಲ್ಲಿ ∅ 25mm x ಅಗಲ 30 mm ನಲ್ಲಿ 3 • Dimension ಗಳನ್ನು ಪರಿಶೋಲ್ಸಿ.
mm ತಿರೂ ಜ್ಯಾ ವನ್ನು ರೂಪ್ಸಿ.
ಕೌಶಲಯಾ ಅನುಕ್್ರ ಮ (Skill Sequence)
ವಿಭಿನ್ನು ವಾಯಾ ಸದ ಹಂತಗಳನುನು ಟರ್್ನಿಿಂಗ್ ಮ್ಡುವುದು (Turing steps of different
diameters)
ಉದ್್ದ ದೇಶಗಳು: ಈ ಅಭ್ಯಾ ಸದ ಕೊನೆಯಲ್ಲಿ ನಿಮಗೆ ಸಾಧ್ಯಾ ವಾಗುವುದು
• ಶಾಫ್್ಟ ನ್ಲ್ಲಿ ರ್ದಿ್ನಿಷ್್ಟ ಉದ್ದ ದ ವಿಭಿನ್ನು ವಾಯಾ ಸದ ಹಂತಗಳನುನು ಟರ್್ನಿ ಮ್ಡಿ.
ಟನ್ಯಾ ಮಾಡಬೇಕಾದ ಹಂತದ ಅಗಲವು Tool ನ ಅಗಲಕಕು ಿಂತ
ಹೆಚಾಚು ದಾಗ, ಅದನ್ನು R.H. ಚಾಕು-ಅಿಂಚ್(Knife Edge)ನ
ಟ್ಲ್ ನ್ನು ಬಳಸಿಕೊಿಂಡು ಟನ್ಯಾ ಮಾಡಲ್ಗುತತು ದೆ.
ಹಿಿಂದೆ ತಿರುಗಿದ ಶಾಫ್್ಟ ಅನ್ನು ಮೂರು ದವಡೆಯ ಚಕನು ಲ್ಲಿ
ಹಿಡಿದುಕೊಳ್ಳಿ ಮತ್ತು ಅದನ್ನು ಎರಡೂ ತ್ದಿಗಳಲ್ಲಿ (ಚಕ್
ಮತ್ತು ಓವಹಾಯಾ ಯಾಿಂಗನು ಹತಿತು ರ) ಟ್ರೂ ಮಾಡಿ.
RH ನೈಫ್-ಎರ್ಜ್ Tool ನ್ನು ಟ್ಲ್ ಪೋಸ್ಟ ನು ಲ್ಲಿ ಅದರ
ಕತತು ರಿಸುವ ಅಿಂಚ್ನ್ಿಂದಿಗೆ ಮಧ್ಯಾ ದ ಎತತು ರದಲ್ಲಿ ಮತ್ತು
ಲಂಬ ಕೊೋನದಲ್ಲಿ ಹಿಡಿದುಕೊಳ್ಳಿ .
ಯಂತರೂ ವನ್ನು 300 r.p.m ಗೆ set ಮಾಡಿ.
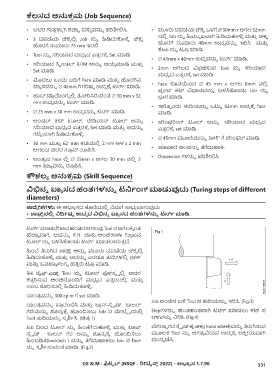
Job ಅಿಂಚ್ನ ಬಳ್ Tool ನ ತ್ದಿಯನ್ನು ಇರಿಸಿ. (Fig.3)
ಯಂತರೂ ವನ್ನು ಪಾರೂ ರಂಭಿಸಿ ಮತ್ತು ಕಾರೂ ಸ್-ಸೆಲಿ ಮೈರ್ ಕಾಲರ್
ಗೆರೆಯನ್ನು ಶೂನಯಾ ಕೆಕು ಹೊಿಂದಿಸಲ್ Job ನ ಮೇಲೆ್ಮ ಮೈಯಲ್ಲಿ Stepಗಳನ್ನು ಹಂತಹಂತವಾಗಿ ಟನ್ಯಾ ಮಾಡಲ್ ಕಟ್ ನ
Tool ತ್ದಿಯನ್ನು ಸ್ಪ ಶಯಾಸಿ. (ಚ್ತರೂ 1) ಆಳವನ್ನು ನಿೋಡಿ. (Fig.4)
Job ದಿಿಂದ ಟ್ಲ್ ನ್ನು ಹಿಿಂತೆಗೆದುಕೊಳ್ಳಿ ಮತ್ತು ಟಾಪ್ ಮೇಲ್ಭಾ ಗದ ಸೆಲಿ ಮೈರ್ ಕೈ ಚಕರೂ ( hand wheel)ವನ್ನು ತಿರುಗಿಸುವ
ಸೆಲಿ ಮೈರ್ ಕಾಲರ್ ಗೆರೆ ಅನ್ನು ಶೂನಯಾ ಕೆಕು ಹೊಿಂದಿಸಲ್ ಮೂಲಕ Tool ನ್ನು ಅಗತಯಾ ವಿರುವ ಉದ್ದ ಕೆಕು ಅಕಷಿ ೋಯವಾಗಿ
ಹಿಿಂಬಡಿತ(backlash ) ವನ್ನು ತೆಗೆದುಹಾಕಲ್ Job ನ Face ಮುನನು ಡೆಸಿ.
ನ್ನು ಸ್ಥ ಶಯಾಸುವಂತೆ ಮಾಡಿ. (Fig.2)
CG & M : ಫಿಟ್ಟ ರ್ (NSQF - ರಿದೇವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾ ಸ 1.7.96 331